Even if that was the case, wouldn’t it be accounted for in the bed mesh? Theoretically there is no difference between when you print and when you probe, except for nozzle temperature which can be compensated for with a static Z offset.
I strongly suspect this as well, but I haven’t seen anyone else mention it until now. Nothing else seems to make sense because the error is so consistent. The bed mesh definitely does something, but in my case it seems like it doesn’t do enough.
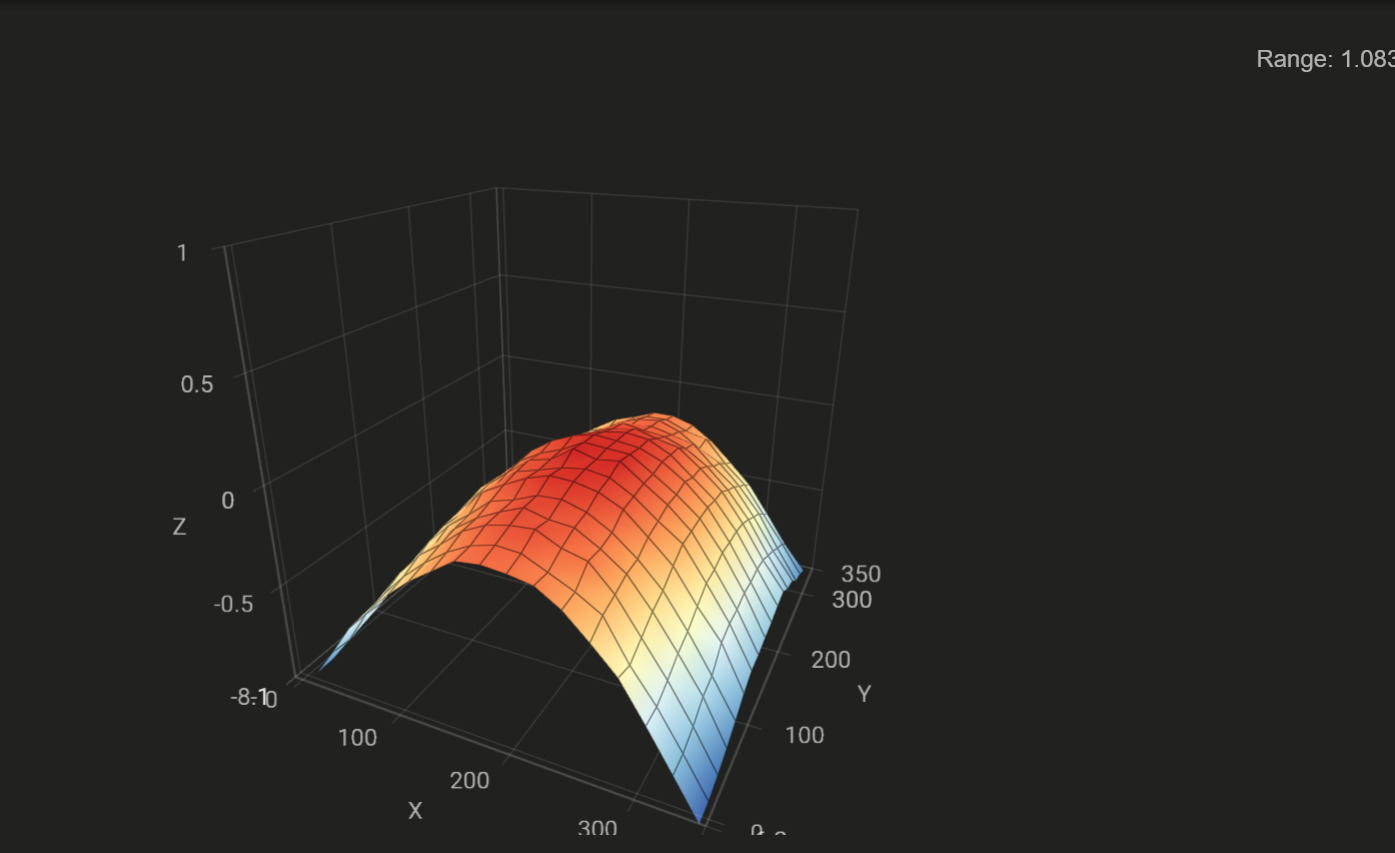
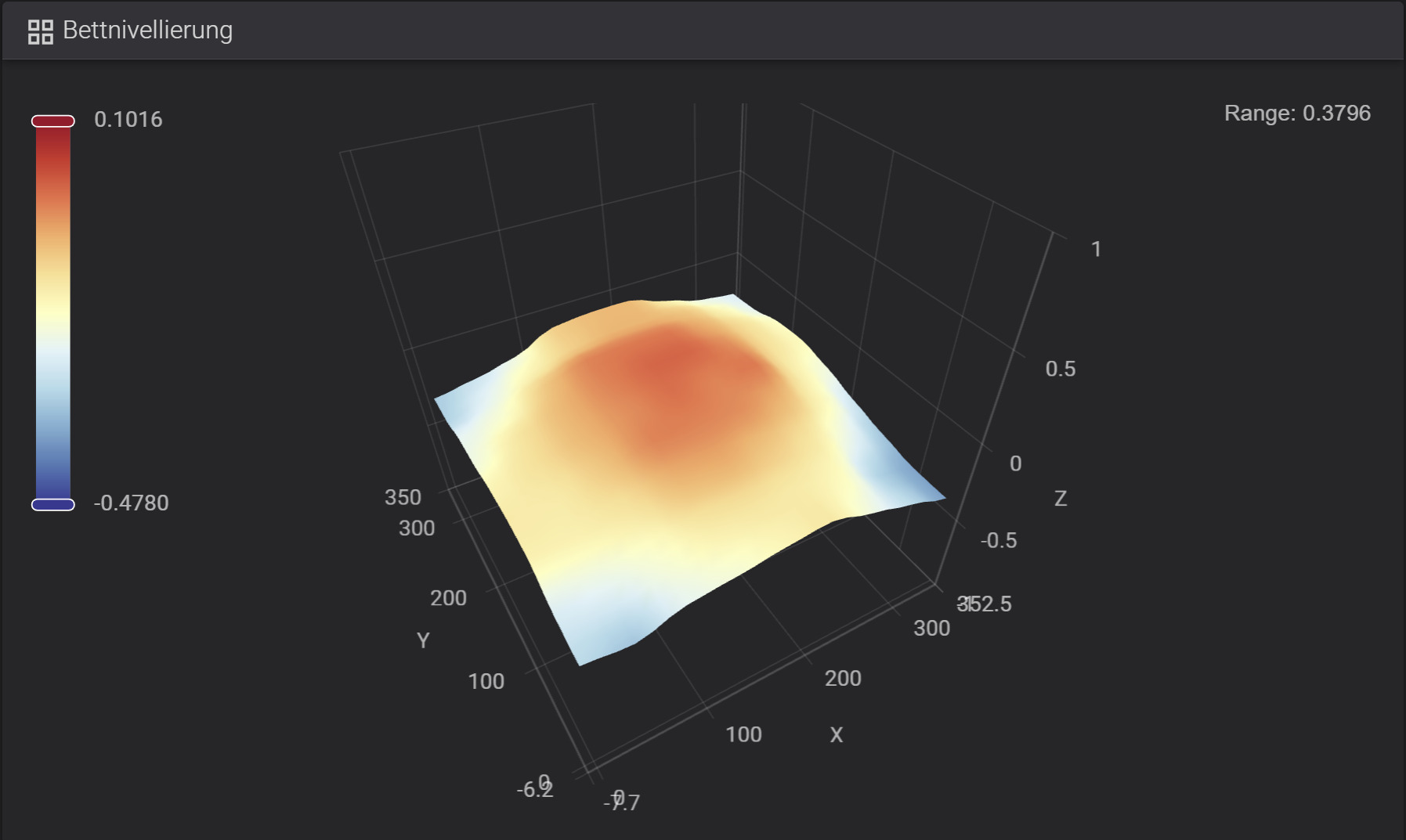
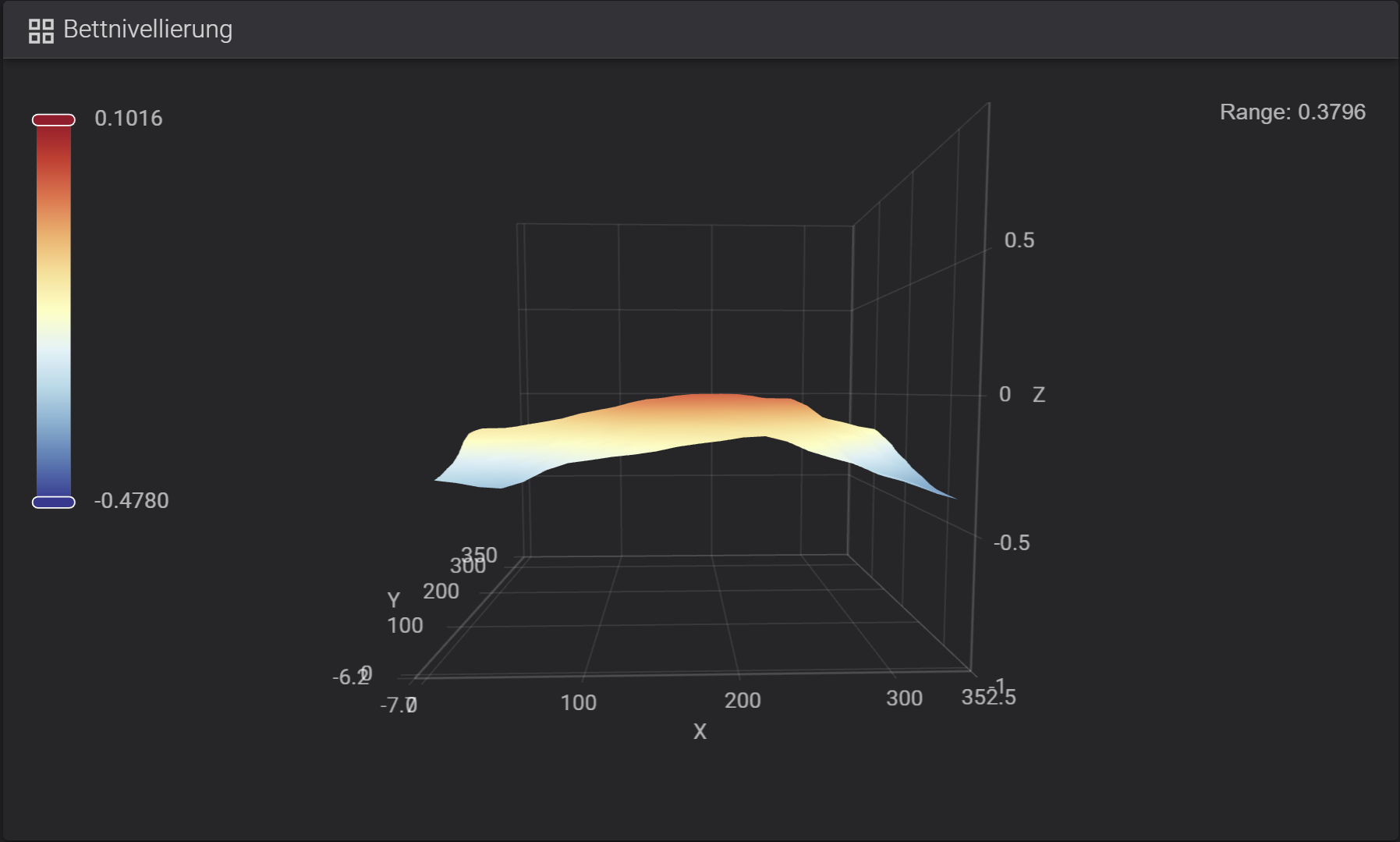
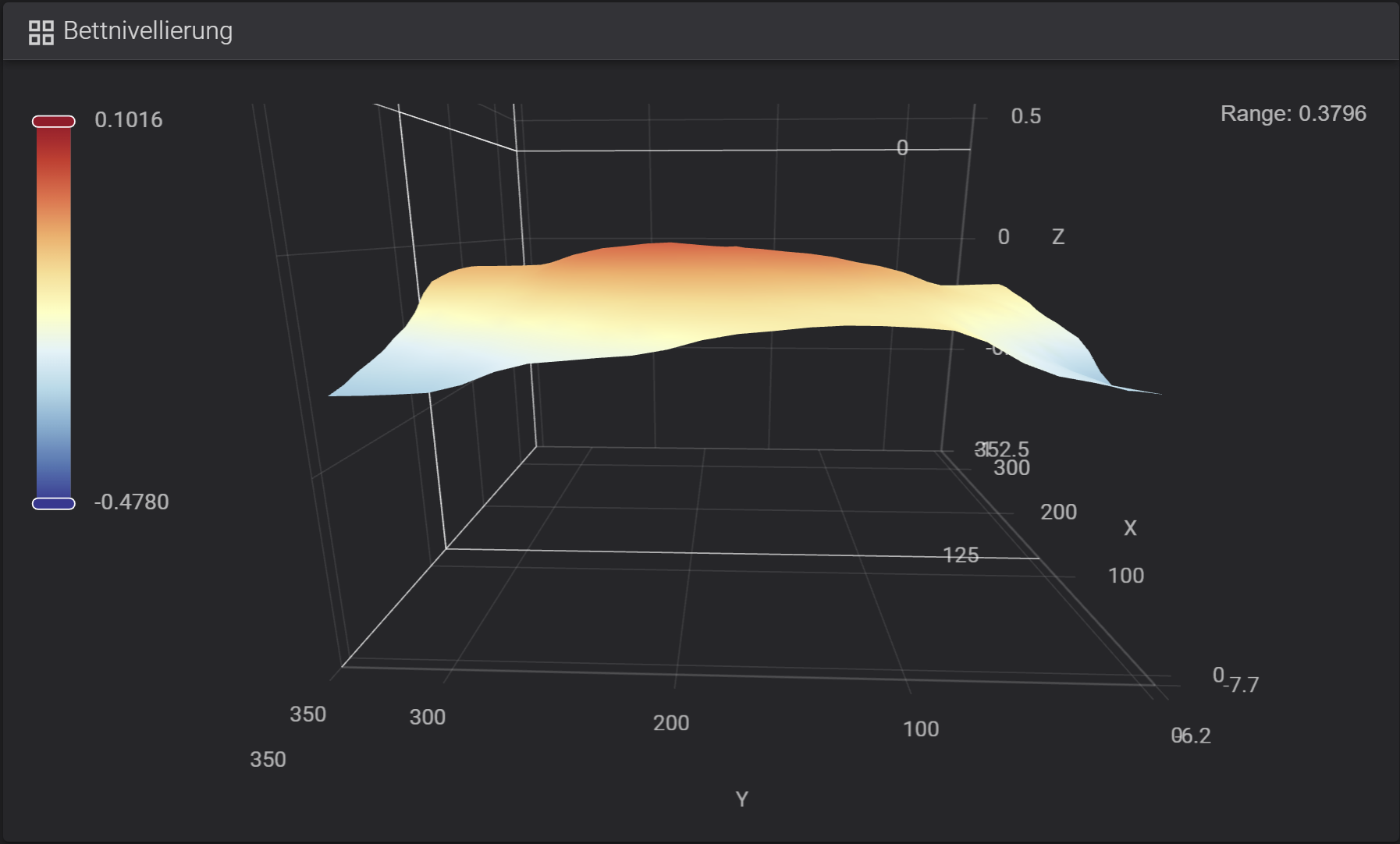
@DanielSan3318 what does your bed mesh look like? Is it hill-shaped (high in the middle)?
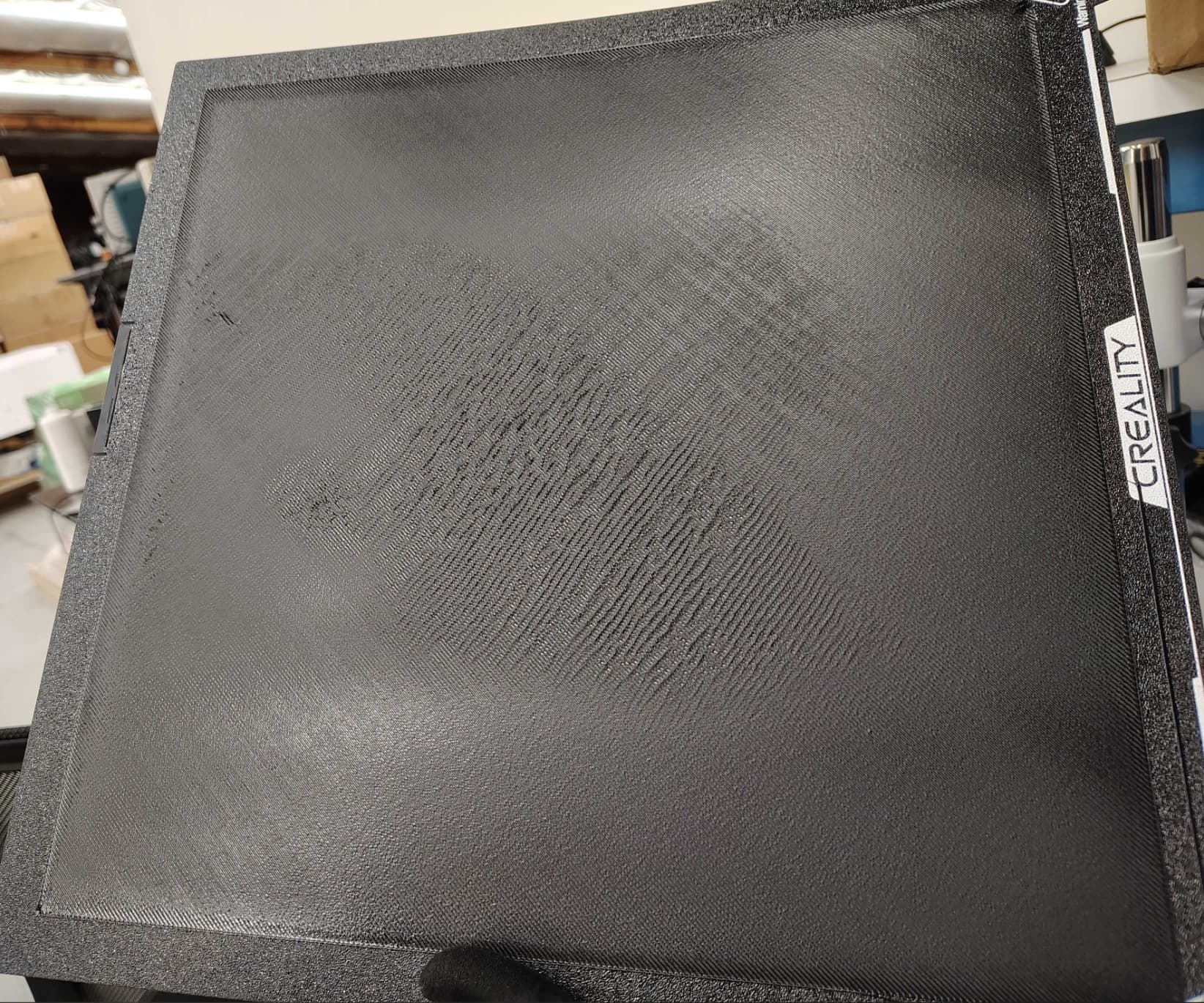
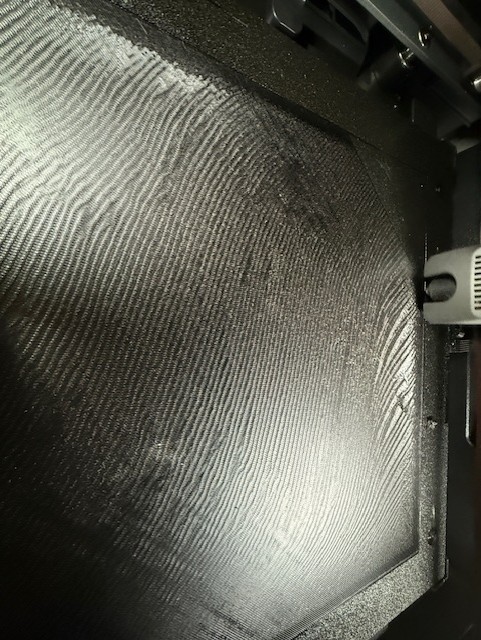
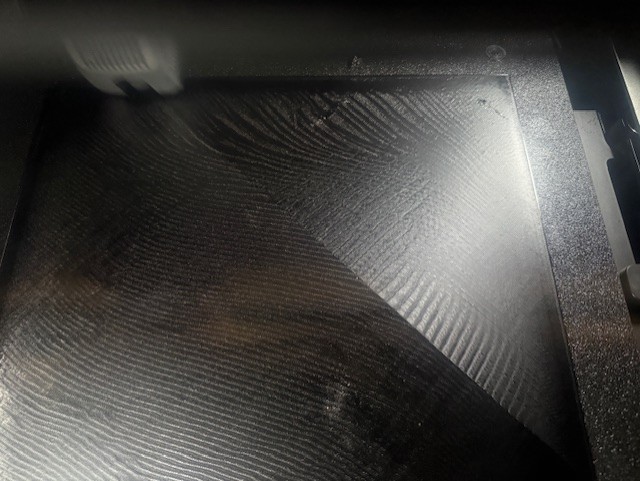
FTR, this is what my first layer always looks like (printing at 110C bed, 260C nozzle). No amount of heat soaking, etc. fixes it. The high spot in the middle would ostensibly be fixed with a static Z offset (mine is 0mm here on this test), but then of course the corners would be too low.
I have tried numerous things but what i noticed is that with the chamber heater on this issue gets worse. Try leveling without heater and also do the first layer without the heater.
This helped me personally but didnt 100% remove the issue.
I am looking into a solution that automatically injects the chamber heater gcode after 3 layers.
I have also injected another G28 Gcode into my star print section in the slicer after the initial heating of the nozzle and bed. This has taken away the z-offset issue.
Yes and no. Even if the Y-guide rods are under tension, this is naturally accounted for by the bed mesh. However, the bed mesh is generated during slow movements, so the first layer, with a Z-offset of 0.02mm, is relatively good at 60mm/s.
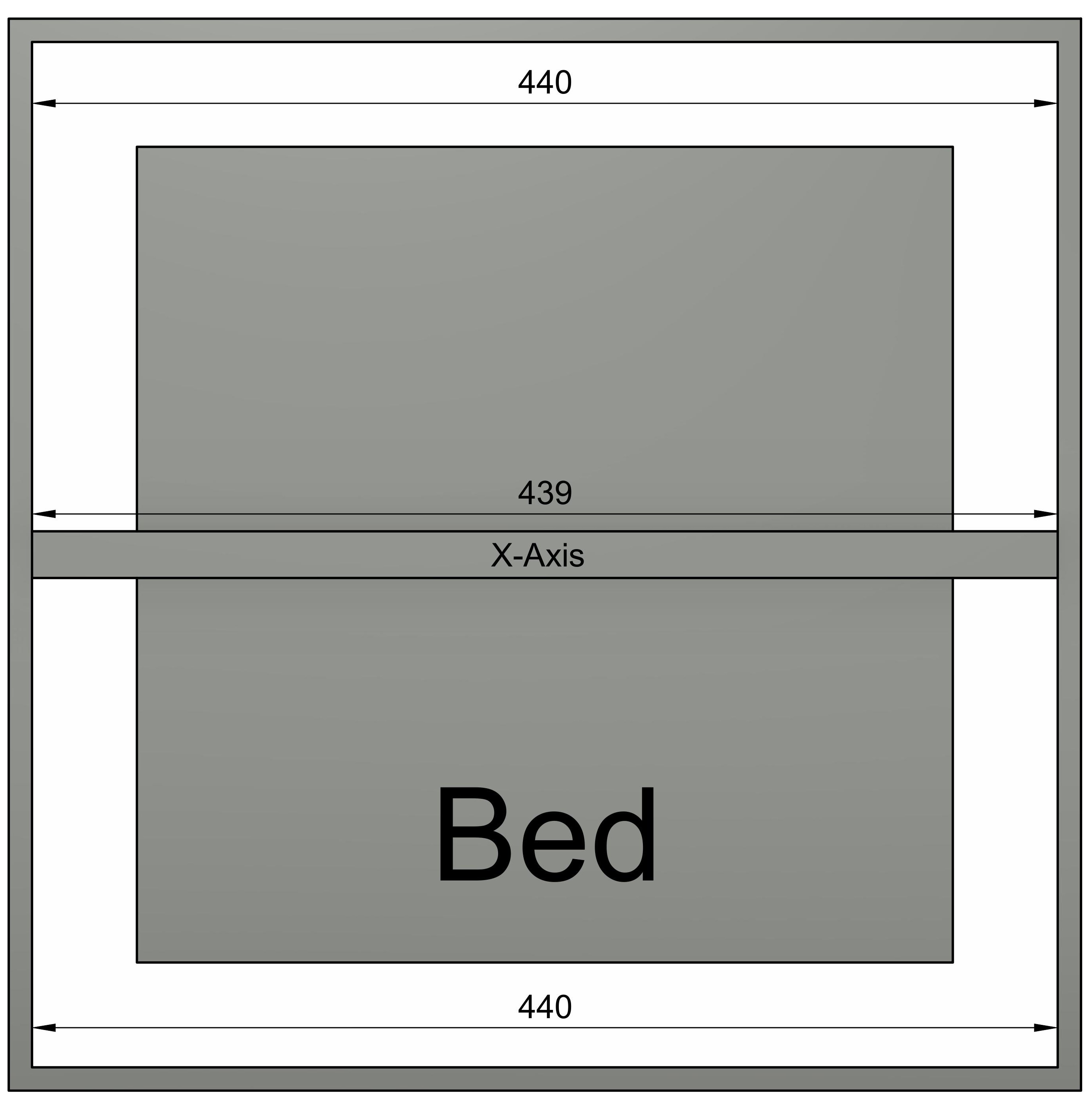
Now, let’s get to the problem—I’ll try to explain it properly. We have a fixed distance of 440mm at both the beginning and the end of the guide rails. In the middle, due to tension, this distance shrinks to 439mm. As the X-carriage moves across the entire print area, the Y-guide rods are forced in one direction or the other because the X-carriage is rigid. The faster the printing movement, the more the Y-guide rods oscillate, negatively affecting the Z-height.
This is just a theory, but it seems plausible to me. I come from a manufacturing background and have a good understanding of these mechanics.
But just to say, with 350x350mm bed you should perhaps have used thicker Y-guide rods or straight away on linear rails that are screwed on, like on a Voron for example, that would have caused far fewer problems, but not only that, when you actually see how the bed is attached, i.e. with 4 screws on the trapezoidal nut and the whole guide is just made of plastic and the bed is anything but light, I have my doubts anyway that it is suitable for mass production.
This suspicion has already been raised in the German forum, and some users have experienced similar issues. However, I was able to rule this out for myself.
Interesting Hendrik1; I added G28 to end of CrealityPrint6 / Printer Settings / Machine G-code / Machine Start G-code but it made no difference. Out of time, out of patience, out of options.
Creality sent me a new strain gauge after describing this problem to them; the prtouch probing is the most likely culprit. But I solved the problem before it arrived:
I was able to completely solve my first layer issues by converting my K2 to use the Cartographer probe instead of the strain sensor, which strongly suggests that the prtouch was indeed the problem.
Interesting, I have also seen the files and have problems with the first layer - I have already leveled the bed with aluminum foil and according to fluid I am at 0.21mm at 60° bed and at 100° (ASA/ABS) at 0.27 - which I think should be good enough for a reasonable first layer.
I also use different Z-offsets (PLA/PETG/ASA) which, according to Fluid, are also adopted for printing - unfortunately, despite the relatively good bed, I still have differences with good and bad positions. I therefore assume that the ABL does not really work, even if I see in Fluid that it wants to correct the bed during printing.
Before I invest in the Cartographer and do the mod - do you really have perfect first layers and how is the mesh with the Cartographer different from the strain gauge?
Have you tried it with different materials and with chamber heating and high bed temperatures/nozzle temperatures for engineering plastics?
As i wrote many times, in a present firmware is a bug for ABL data using for compensation.
First print after power cycle from slicer is OK. Than we prints from the printers memory only. Because it not using (or not correct using) the ABL data when we prints directly from the slicer.
Just try, feel the difference.
I did some testing now and i found out that print from slicer and directly from printer resulting different (extremly up to 0,3 difference)
When send with slicer i had to adjust the zoffset on the edges to 0.05 and in the middle to 0.18!
My bed having a similar shape.
Then i tried directly from printer and i was far away from bed at the edges where it start so I had to correct it to -0.18 and in the middle it was -0.04 it was compeltely opposite to the first test. (no new bed mesh and bed never cools down between).
Third test was deleting bed mesh in fluid send it over slicer with calibration ticked on (it did a new mesh but it was nearly identical to the mesh before) and somehow it did a lot better nearly perfect first layer but just this time next print awful again.
I hear you Dmitry… it is such a weird issue (first print is fine, others are not) and (changes when printed from slicer, versus printed from printer) that I fear many more people will be asking the same questions. All we can do is hope for a firmware / software fix, and keep informing everyone.
I have read the entire thread and I must admit I am lost in the details and you guys know way more than I do on how these printers work. I have the issue of a strange pattern on my first, 2nd and thirds layers but my print end up being ok, with no real bed adhesion issue but I do get the occasional blob of PEG that that drops on the print, probably due to the print head getting too close to the bad even though I do have a .025 positive z-offset for PETG. I do ABL after heating the bed to 80C for an hour.