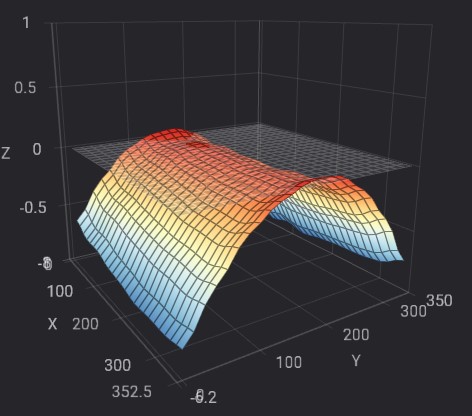
My print bed is just like taco. Its impossible to print large flat object with such a warped print bed. The bed auto leveling works fine, but the result is a warped print. I test printed a 10x10x350mm long test object along the Y axis, and the result is relatively accurate 10mm height along the Y axis, except that its curved.
I tried reverse bending the aluminum print bed with a hydraulic press up to 6mm and holding it for 15 minutes, but no success. It still return to its original bent curve, just like a spring.
As I’m using this printer mostly for engineering parts, this bent print bed is a serious problem for me.
Any idea on how to fix it? I’m considering adding a 5mm glass plate, but that will cause problem with the magnetic bed and the heated bed (lower temp and uneven heat).
You can try to heat it up and use your press then let it really quickly cool dont got a hydraulic press other wise i would try it. Aluminium need to get 300/400 Celsius then press it then cool it in a cold liquid really quickly. Dont know you can try that i know the process is called quenching. Sorry for any typos dont got a translation app at hand.
hola al aplicar la presa hidraulica le pusiste de ambos lados de la cana una cuña con una altura de como de 10mm como para darle espacio al momento de aplicar la presion se deforme en sentido contrario eso va a compensar la diferencia al aplicar la presion realizalo gradualmente cada 1mm y medir la curvatura.
A mi se me cayo mi impresora al piso y una punta de la cama se deformo, yo no cuento con prensa hidraulica perono es tan grave como tenes tu cama, si logro enderezarla te comento como lo hice
Sounds good idea. But I’m a bit worried about removing the heating pad and the magnetic bed. I tried to remove the heating pad, but it seems that it glued quite strongly to the aluminum plate, and I’m worried that I might damage the heater instead.
Mine is bent just the opposite, low in the middle and high on the front and back sides. I have seriously considered removing the bed, peeling the magnetic bed off and lapping the top surface on a surface plate with lapping compound. Mine is only warped about 2mm on the extreme
I made some new beds for my CR10s Pro using 4mm sheet Aluminium. The beds were cut from a large sheet of Al by my Aluminium boat building brother in Law (BIL) from stock sheets at his work. When I say “boats” I mean boats ups to 120m long and 15m wide ! We tested the cut sheets against a cast Iron Machinist Surface Plate that is flat to <10 microns.and they were slightly Taco shaped being up to 1 mm out of flat at two opposing edges. I tried using a press to remove the curve but it was a complete waste of time. The Ideal way to get these flat is by machining but BIL has 55 years experience of working with Al and he reckoned he could improve their flatness just using the surface plate and a Nylon faced hammer. Using a series of deft firm taps with the nylon hammer BIL proceeded to tap along the curved edges (not the middle of the plate as this will make things worse) and slowly, slowly things improved to where we had the sheet to better than 0.15mm out of flat. It was actually better than 0.1mm for 80% of the edges except for one corner which was 0.2mm out. We could tell the plate was very flat because it was starting to “stick” to the surface plate quite firmly.
Then I lay the new 3D printer heater mat on to of the Al plate and heated the plate up to 3D working temp and let it cool off multiple times and the remeasured and 80% of the edges were still <0.1mm out but the rogue corner had moved to 0.5mm out. So more tapping and more heating and more tapping but it never improved to better than 0.2mm. I as more than happy with this result.
FWIW it’s amazing to watch BIL get the ripples out of the hulls and superstructure of these big boats. He uses an Oxy Acetylene torch to apply heat and a wet rag to rapidly cool down sections and the dips and bumps magically disappear.
BTW Lapping will be a waste of time trying to remove more any more than a few 10th of a mm
I think aluminum may not be the best choice of materials for a bed plate - sure, it spreads heat fast, but it is very “mobile” and warps and moves around a lot. Save the resurfacing for a less mobile material (which doesn’t lose it’s calibration when printing at a different temperature.)
Envision it won’t be long before entire “upgrade” beds are available…
The problem I have with my plate is that it moves out of flat as it heats up. I’ve got mine pretty flat at cool (<=50degrees) temps using shims under the bed in combination with the sprung screws. However when it heats to ABS temps (105degrees) it warps into a taco again. So I’m not sure how to fix that problem, as no amount of machining will give me a flat bed at all temperatures, it seems.
Deformation of an unrestricted Al plate when heated is a sign that that
a) plate is being unevenly heated
or
b) plate was manufactured with residual stresses
a) can be checked using an IR gun but fixing uneven heating on a 3D printer bed is problematic. It may be the heater is not functioning correctly
b) can be reduced by annealing (heating between 350 and 415ºC).
Proper Al annealing is a bit of a business and depends on the actually alloy used; see Aluminium annealing.
I’ve done it to improve machinability (with the help of my BIL) using a moving gas torch and monitoring temp using IR gun. I placed the Al plate on a preheated heated (to 350C) thick (16mm) piece of Al and then applying the moving torch. A better way is using an industrial oven/furnace - do you know someone with a pottery kiln? It doesn’t need to stay long at those temperatures for very long and then just I let it (and the base plate it was sitting on) cool down naturally.
I do have industrial furnace actually. But I’m worried about peeling off the heater pad. If I broke it, then I need to buy a new one from Aliexpress, and it takes weeks.
The heating pad is glued (or something) quite strongly. Have anyone every tried to peel off the heater pad?
I suspect that the mounting bolts were too tight coming off the factory, causing little to no space for heat expansion. I checked my early prints using PETG, the curvature of the print is barely noticable. Now, the bed itself is visibly curved, even at room temp.
I don’t know about the stock K2 heater pad but I have tried to peel off a generic (ebay) heater pad I used on my CR10s and ended up damaging it so it no longer worked. The (again ebay) magnetic sticker had a similar problem and it stretched so much it would not sit flat on the bed.
That is not true. Tempering is a heat treatment for hardening the glass. This hardening is to relax the stresses and tentioning in the glas. When tempered glass is cooled it will not warp anymore