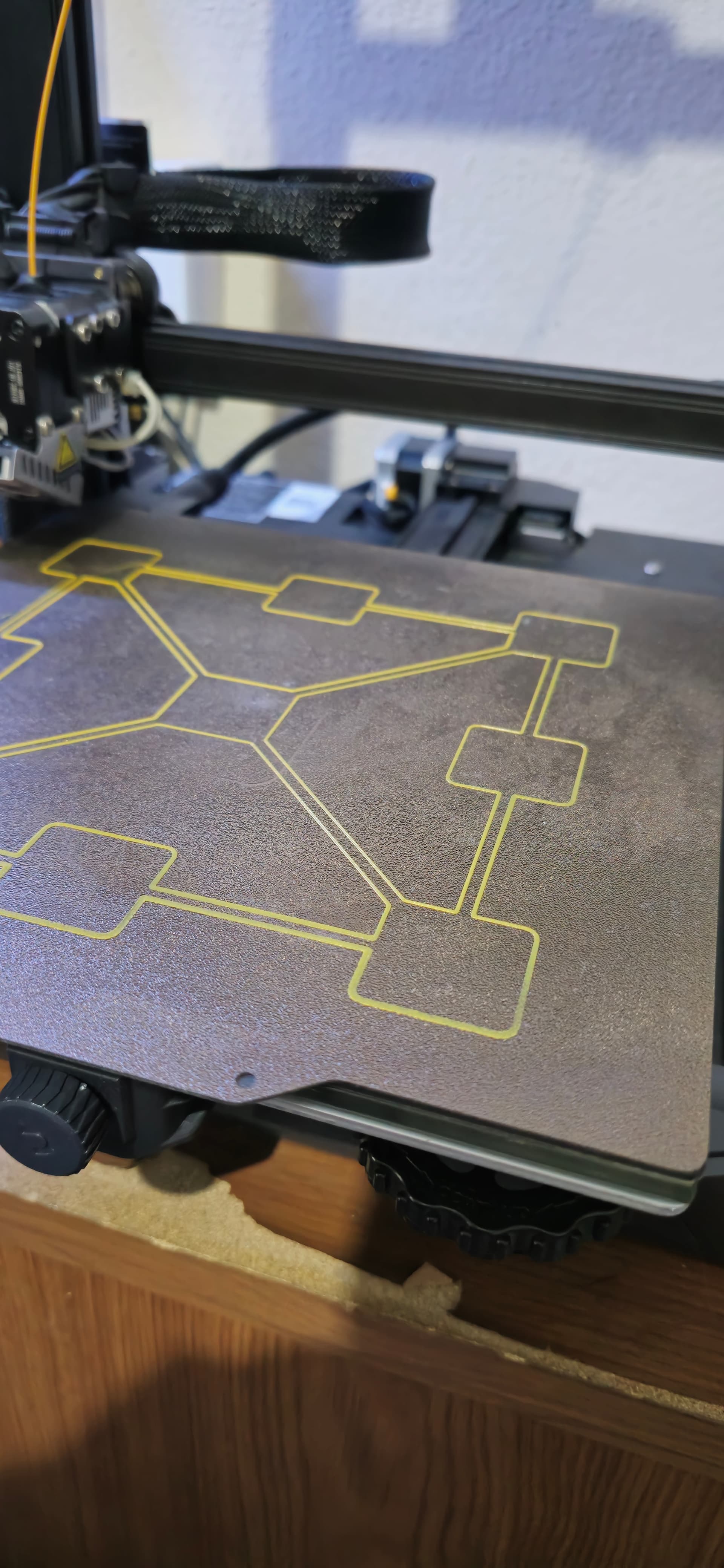
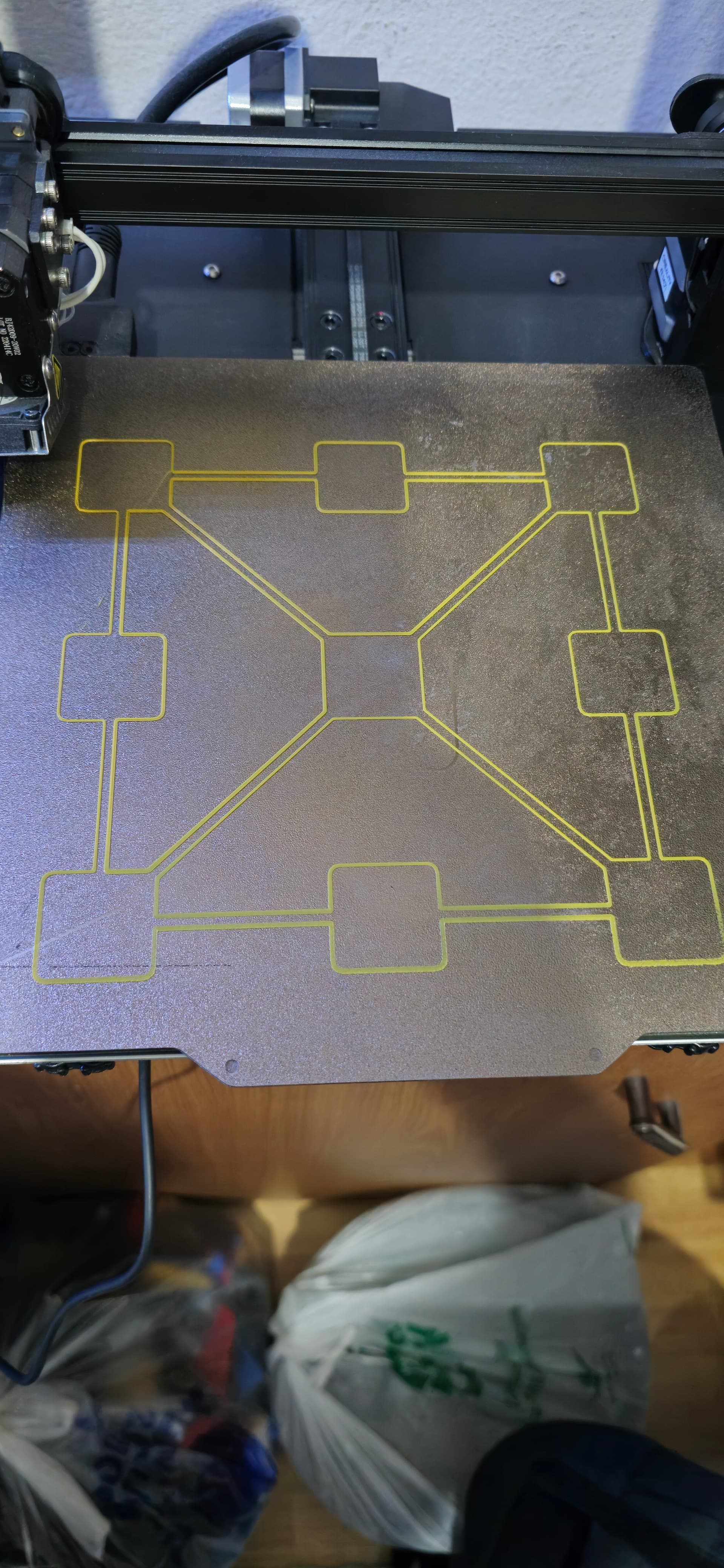
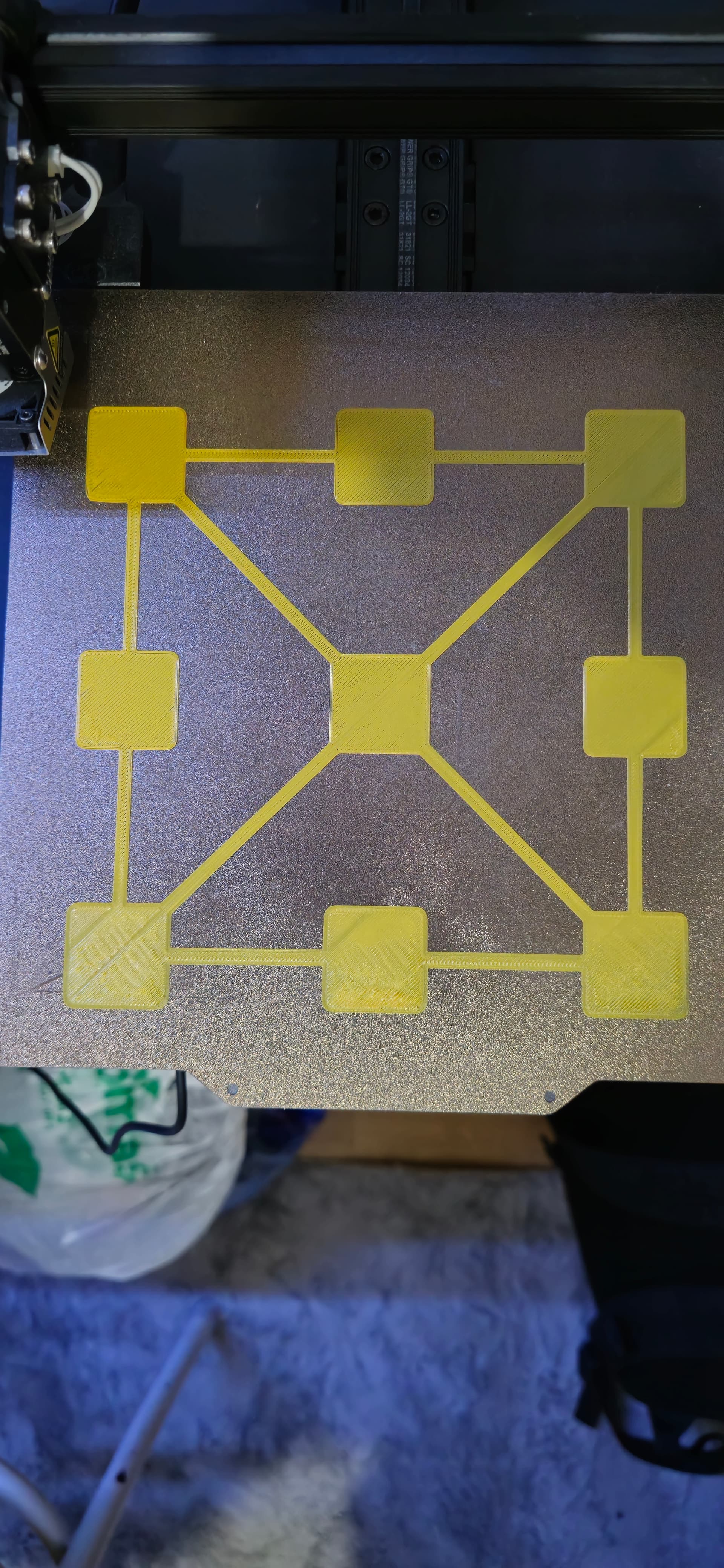
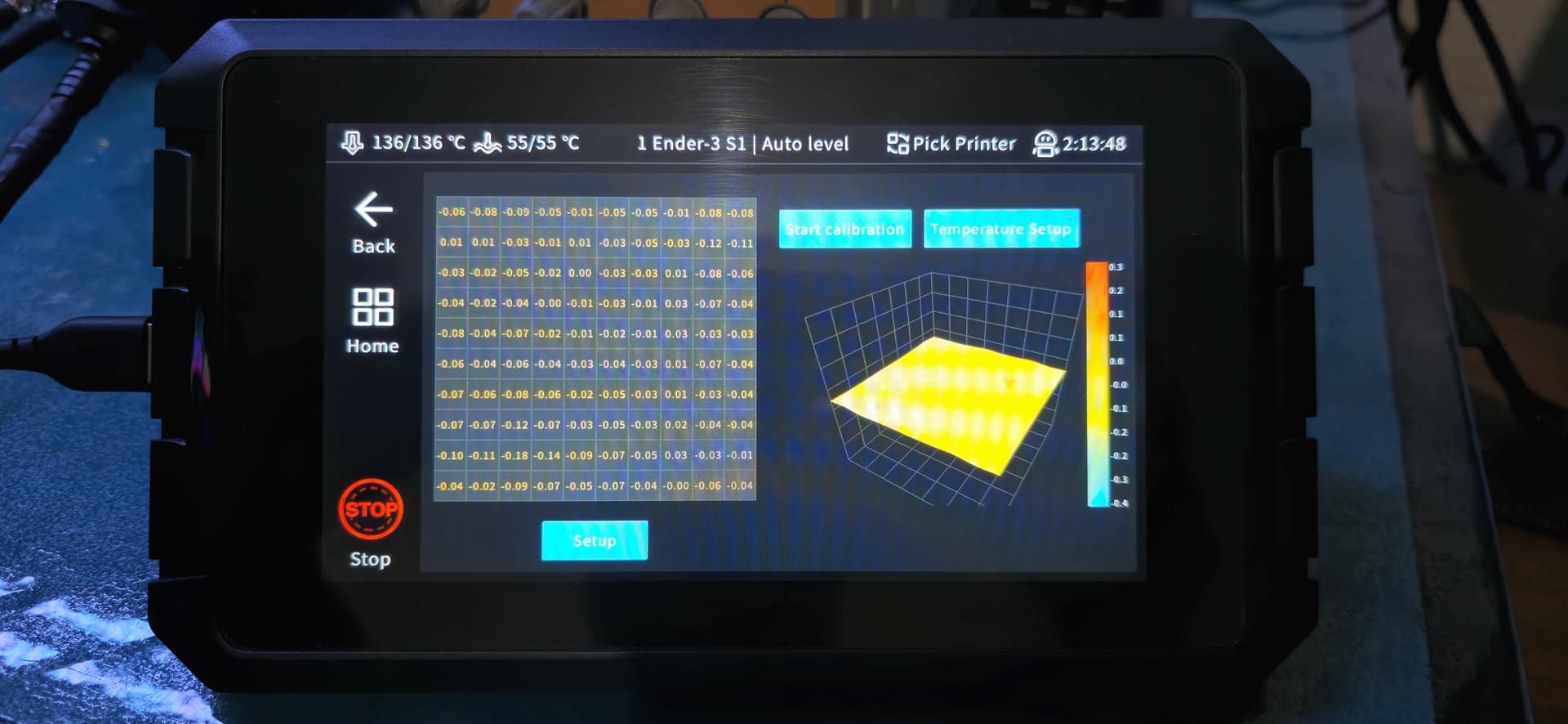
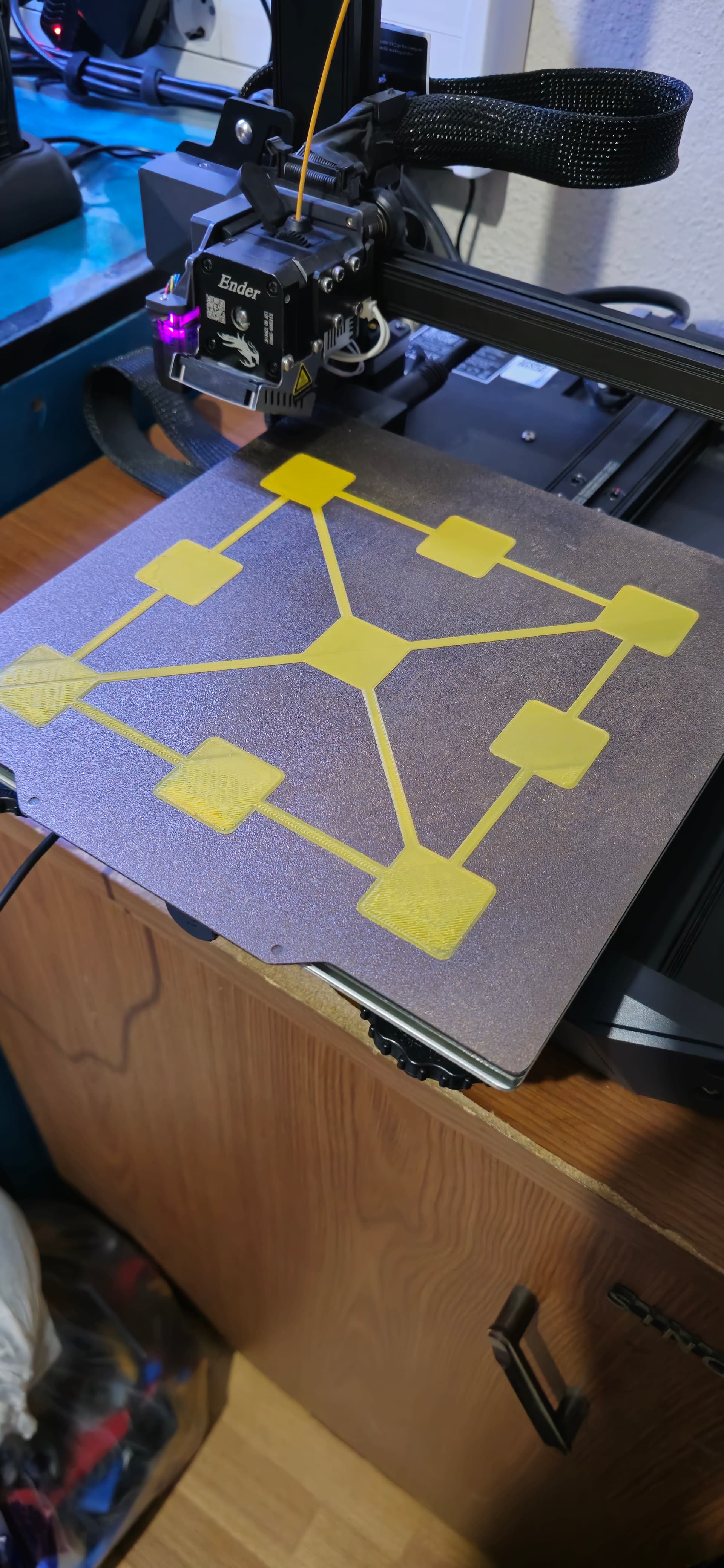
Hello everyone, I just joined you. I use Ender-3 S1 and Creality Sonic Pad. I do auto-table leveling, I also wrote g-code according to the mesh created, but I can’t get proper prints. The g-code and images I use are below. Please help me solve the problem I’m about to eat the head.
START G-CODE
-----‐------------------------------------------
; Sonic Pad Ender-3 S1 Pro Optimal Start GCode for Cura Slicer Software.
; By John Scott, 2023. Ender 3 S1 Pro Optimal Start/Stop GCode for Creality/Cura Slicer Software. · GitHub
; Set Movement…
G90; Use absolute positioning.
M83; Use relative extrusion.
; Heat Bed…
M140 S{material_bed_temperature_layer_0}; Start heating bed.
; Home Axis…
G28; Home all axis to know where everything is.
; Bed Mesh - Use one of CALIBRATE or PROFILE LOAD. Uncomment if/as required.
;M104 S150; Start pre-heating hotend without oozing filament.
;M190 S{material_bed_temperature_layer_0}; Wait for bed temperature when creating new bed mesh.
;M109 S150; Wait for hotend pre-heat temperature to create new bed mesh with everything heated.
;BED_MESH_CALIBRATE
BED_MESH_PROFILE LOAD=default
; Ready Nozzle…
G1 Z2.0 F3000; Move Z Axis up to avoid bed.
G1 X2.0 Y20 F5000; Move above purge-line start, so any hotend oozing is out the way.
G1 Z0.28; Drop and wait for temperature.
; Await Bed+Nozzle Temp…
M104 S150; Start pre-heating hotend without oozing filament.
M190 S{material_bed_temperature_layer_0}; Wait for bed temperature before printing.
M109 S{material_print_temperature_layer_0}; Set and wait for hotend to reach temperature.
; Purge Nozzle…
G92 E0; Reset extruder.
G1 X2.0 Y140 Z0.28 F1500 E10; Draw the first line.
G1 X2.3 Y140 Z0.28 F5000; Move to side a little.
G1 X2.3 Y10 Z0.28 F1500 E10; Draw the second line.
M82; Use absolute extrusion.
; Print…
STOP G-CODE
-----‐------------------------------------------
; Sonic Pad Ender-3 S1 Pro Optimal End GCode for Cura Slicer Software.
; By John Scott, 2023. Ender 3 S1 Pro Optimal Start/Stop GCode for Creality/Cura Slicer Software. · GitHub
; Print Finished…
G91; Relative positioning.
G1 E-2 F2700; Retract extruder a little.
G1 Z0.2 F2400; Raise Z.
G1 X5 Y5 F3000; Wipe out.
G1 Z10; Raise Z more.
; Present Print…
G90; Absolute positioning.
G1 X0 Y200; Present print.
; Stop…
M104 S0; Turn off hotend.
M140 S0; Turn off bed.
M106 S0; Turn off fan.
M84; Disable all steppers.
; Print Complete.