Dear Creality Firmware Team,
I’m reporting critical firmware bugs affecting multi-material printing
(PETG+PLA) on K1 Max + CFS kit. These issues render the CFS system
unusable for common PETG body + PLA support interface workflows.
Device Information:
Model: Creality K1 Max + CFS Multi-Color Upgrade Kit
Printer Firmware: 2.3.5.34
CFS Firmware: 1.1.3
Slicer: Creality Print 7.0
Location: Santiago, Chile
Date: February 08, 2026
BUG #1: CFS TOOLCHANGE TEMPERATURE OVERRIDE (PETG → PLA / PLA → PETG)
Observed Behavior:
PETG configured: 220°C (slicer filament profile + printer filament settings)
PLA configured: 220°C (support interface)
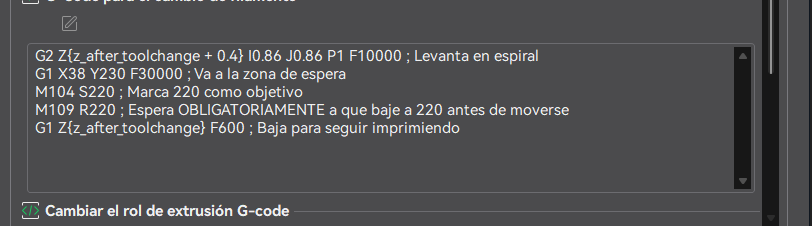
During T[next_extruder] / CFS toolchange sequence:
User G-code: M104 S220 / M109 S220 executed (nozzle reaches 220°C)
CFS firmware macro IMMEDIATELY overrides to 250°C target during purge/extrusion
PLA filament extruded at 250°C → heat creep in heatbreak → consistent clogs
Root Cause (suspected):
CFS CHANGE_TOOL or PURGE macro in gcode_macro.cfg contains hardcoded
PETG temperature:
{% set extruder_temp = 250%} ; Ignores slicer settings
M109 S{extruder_temp} ; Overrides user M109 S220
Slicer variables {nozzle_temperature[next_extruder]} are ignored.
Impact: PLA softens in heatbreak (Tg ~60°C) before extrusion, causing
recurrent clogs.
BUG #2: BED MESH CALIBRATION at FIXED 50°C vs PRINTING 70°C (PETG)
Observed Behavior:
BED_TEMP=70°C configured (PETG first layer)
START_PRINT macro forces bed calibration at 50°C FIXED
Print starts: bed thermal expansion ~0.08-0.12mm → nozzle scrapes first layer
Root Cause:
START_PRINT / CX_PRINT_LEVELING_CALIBRATION macro sequence:
M140 S50 / M190 S50 ; Fixed 50°C for mesh, ignores slicer BED_TEMP
CX_PRINT_LEVELING_CALIBRATION ; Mesh created at wrong thermal state
; Bed then heats to 70°C for printing
No compensation for aluminum bed thermal expansion between calibration
and printing.
Impact: Invalid Z-offset → first layer scraped / elephant foot / bed drag.
BUG #3: ASYMMETRIC THERMAL RAMPING IN BIDIRECTIONAL TOOLCHANGE
PETG → PLA (250°C → 220°C):
250°C → M109 S220 executed → CFS macro re-targets 250°C → PLA extruded
at 250°C (FAIL)
PLA → PETG (220°C → 250°C):
220°C → toolchange → immediate re-target 250°C → PETG extruded correctly (OK)
Problem: Thermal ramp DOWN (PETG→PLA) interrupted by ascending
override. Ramp UP (PLA→PETG) respected.
TECHNICAL SOLUTION PROPOSED (Klipper Macro Code)
Fix CFS CHANGE_TOOL macro:
[gcode_macro CFS_CHANGE_TOOL]
gcode:
{% set next_temp = printer.extruders[params.NEXT_EXTRUDER].target|float %}
{% set next_bed_temp = printer.heater_bed.target|float %}
T{params.NEXT_EXTRUDER}
M109 S{next_temp} ; RESPECT slicer temperature
; … rest of toolchange sequence
Fix START_PRINT bed mesh timing:
[gcode_macro START_PRINT]
gcode:
{% set bed_temp = params.BED_TEMP|float %}
{% set extruder_temp = params.EXTRUDER_TEMP|float %}
M140 S{bed_temp}
M190 S{bed_temp} ; Wait for thermal expansion BEFORE mesh
M104 S{extruder_temp}
G28 ; Home
CX_PRINT_LEVELING_CALIBRATION ; Mesh at correct thermal state
Add UI toggle (CFS Settings Menu):
“Respect Slicer Temperatures: [ON/OFF]”
PRIORITY: CRITICAL
Blocks core CFS functionality - PETG+PLA multi-material printing
(primary CFS use case)
Competitors handle perfectly - Bambu Lab AMS, Prusa MMU respect slicer
temperatures without overrides
Forces unsafe workarounds - Users root printers or use custom Klipper
(voids warranty)
Material waste + hardware risk - Recurrent clogs damage hotend / extruder gears
Requested Actions:
Confirm bug reproduction with firmware versions 2.3.5.34 + CFS 1.1.3
Release firmware update implementing slicer temperature respect in CFS macros
Document CFS temperature logic in release notes for advanced users
Add official PETG+PLA profile with validated purge volumes and thermal ramps
Evidence available:
G-code snippets showing M109 S220 → firmware override to 250°C
This issue affects the core value proposition of the CFS upgrade kit.
Please escalate to the K1/CFS firmware development team for immediate
attention.
Best regards,
Alberto C
Santiago, Chile
K1 Max + CFS Owner