First, a quick reset of expectations: seams are a normal part of FDM printing. What you are seeing as a “bulging seam” is almost always excess plastic at the point where extrusion stops and starts on each layer. The goal is not to eliminate seams, but to make them much less visible.
For someone very new, this is the correct order to tackle the problem. Unfortunately, this is dense material but I don’t know how to condense it any further. It will cover calibration, seam gap and finally scarf joints.
Step 1: Confirm the root cause (no calibration required yet)
Bulging seams are usually caused by one or more of the following:
Slight over-extrusion
Too much pressure in the nozzle when the layer ends
Excessively high nozzle temperature
Before touching advanced settings:
Reduce nozzle temperature by 5–10 °C and reprint.
Reduce flow rate by a small amount (for example, from 1.00 to 0.97–0.98).
Temporarily set seam placement to Random and reprint.
If the bulge becomes less noticeable or more evenly distributed, you have confirmed it is an extrusion/pressure issue, not a model problem.
Step 2: Pressure Advance (most important calibration)
Once you have confirmed extrusion is the issue, pressure advance is the single most effective fix for bulging seams.
You do NOT need a full filament calibration suite for this yet.
Label each model so you know which value you tested.
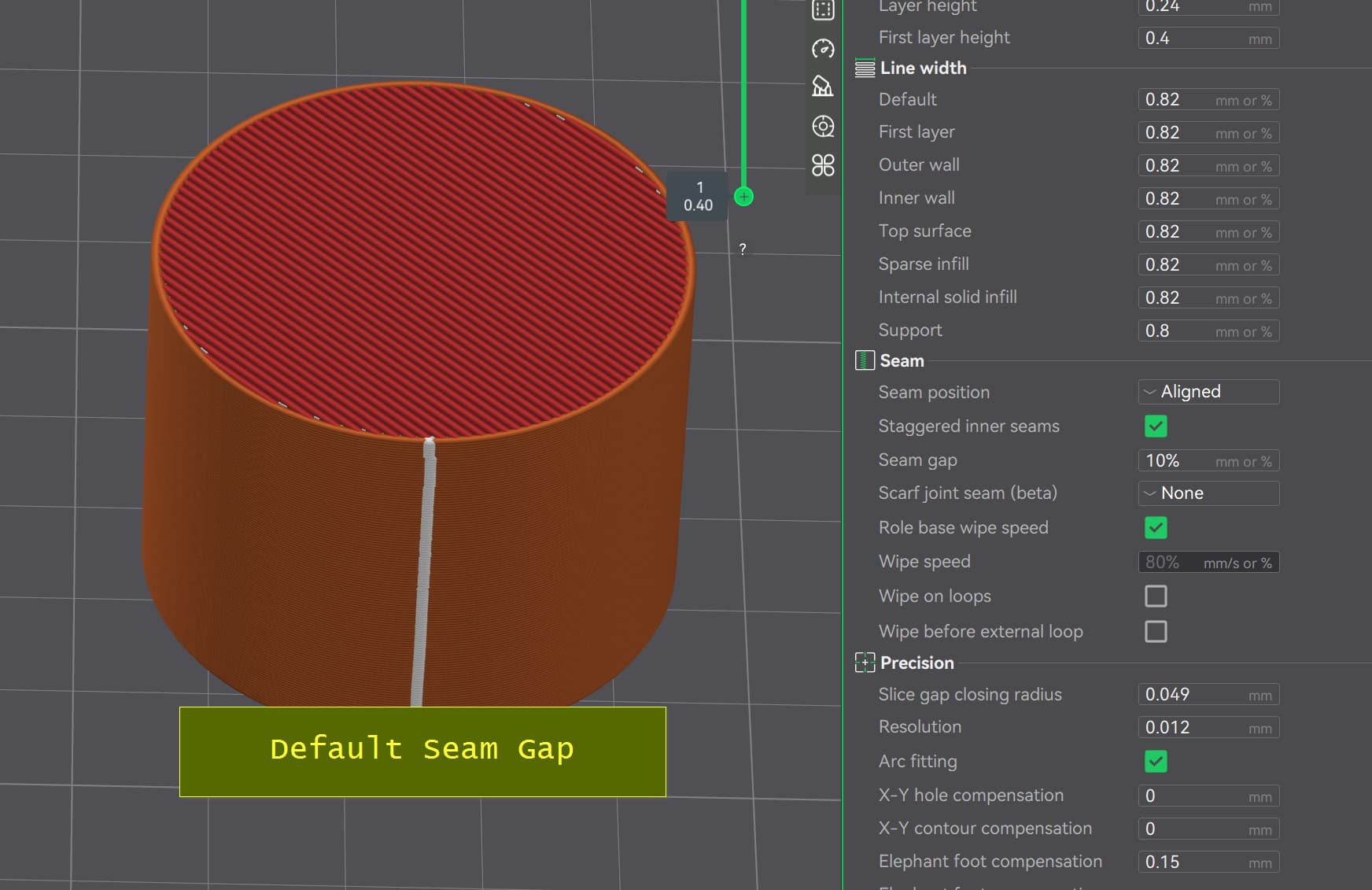
Pick the smallest gap that does not cause under-extrusion or visible holes.
Advanced (optional): Scarf joints
Only attempt this after the steps above are working.
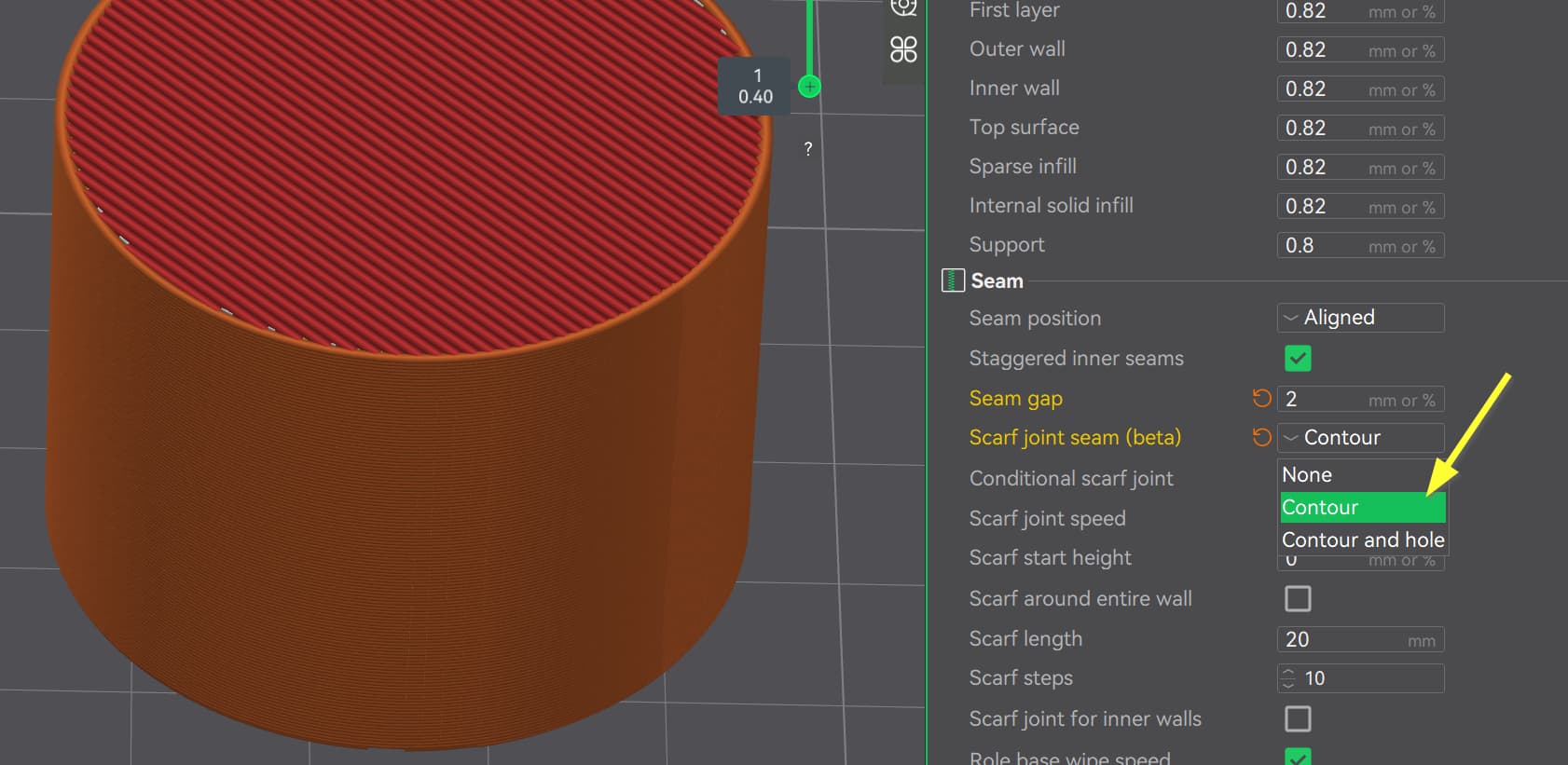
Scarf joints blend the start and end of extrusion over a short distance instead of stopping abruptly. This feature came from Prusa Slicer and was added to Orca in v2.0. It is still considered BETA.
On the slicer software there are a few of calibration tools. You can try to print those calibration models out and figure out the optimize setting you that specific roll of filament.
There are lot of good resources on YouTube as well. Google is your best friends. Don’t get me wrong we are here to help too.
When you knowing the theory / how is that works. It will help you in the future to troubleshoot the printing issues.