Hello, I’m writing to you about an issue I’ve got with my K1 Max printing using filament Jayo PETG, with original extruder.
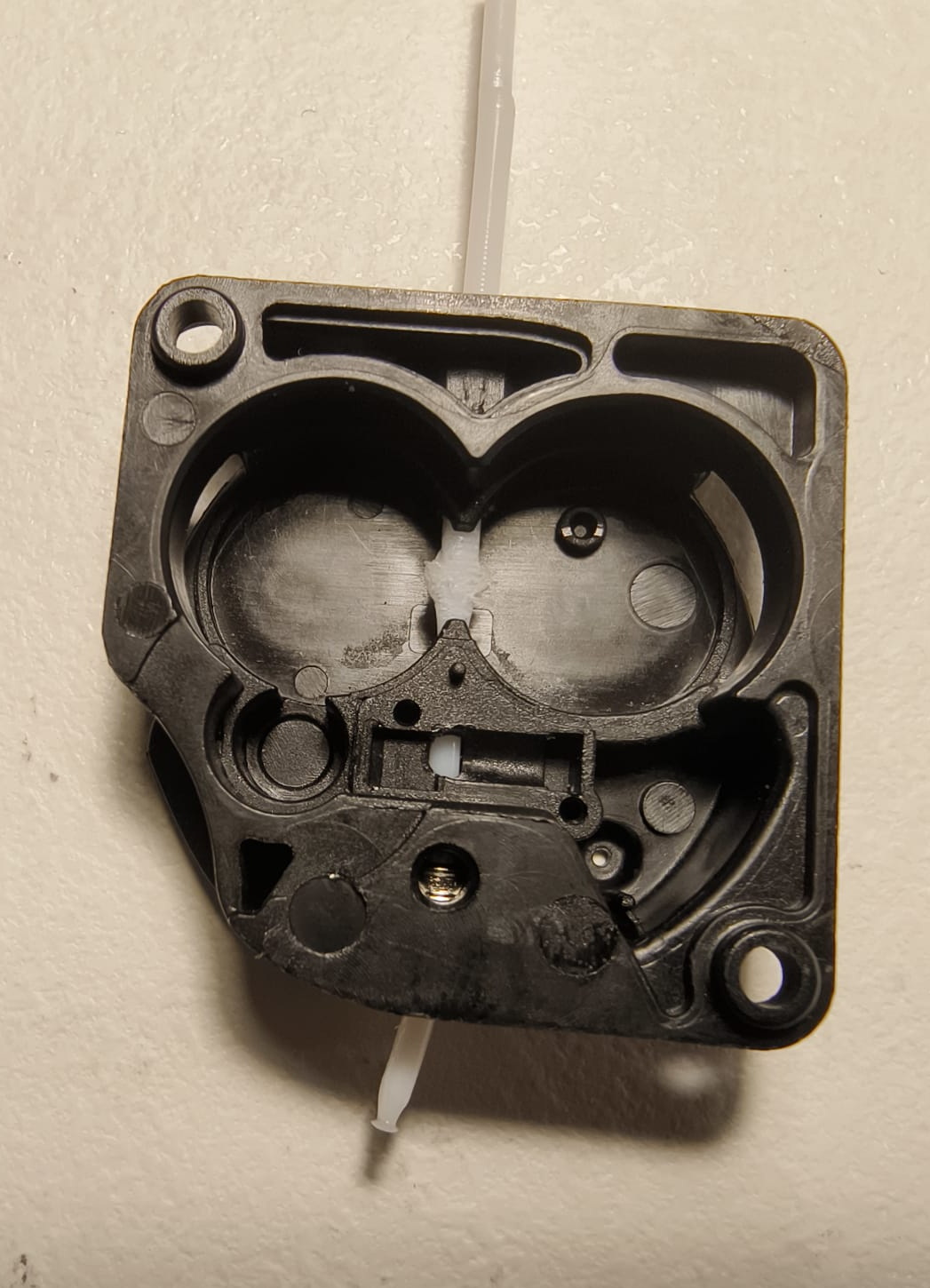
After printing for may be half an hour, the filament get stucked inside the extruder (as you can see in picture attached) and of course it doesn’t come out.
So, i understood it is a temperature issue.
For printing I used the default Creality Print profile for Generic PETG,
with 250 degrees for nozzle, machine top cover on, front door closed.
Should fans all on? Should the top cover off as for the PLA?
Should I change speed?
Or is it an extruder issue?
Also, is there is a solution about filament out sensor that doesn’t work at all?
Thanks in advance for your replies.