used different filaments, did bed leveling, cleaned the plate,
tested with different z-ofset’s, different first layer height but
more ore less allways the same result.
For a textured plate you can lower the nozzle to -0.05 in printersettings (a textured plate needs lower z offset for better adhesion)
for Asa Filament it is
recommended nozzle temperature at 260 degrees celsius
recommended bed temperature at 100 degrees celsius
recommended chamber temperature at 55 degrees celsius
door and lid need to be closed.
also the speed you use can do but recommended is between 50 and 100 mm
can you show us the results after using above settings
I print on both my K1s daily with ASA. My settings are:
Bed 100C
Nozzle first layer 255C, all others 245C
O% part fan, except for bridging.
0% side fan.
Chamber fan set for 70C, my chamber temp reaches a max of 55C while printing.
The only difference is I have upgraded my bed to a 6mm thick aluminum tooled bed, 500-watt AC silicone mat heater, and using Nano-polymer on my bed plates.
i mad the four screws from the bed adjustable by silicone buffers,
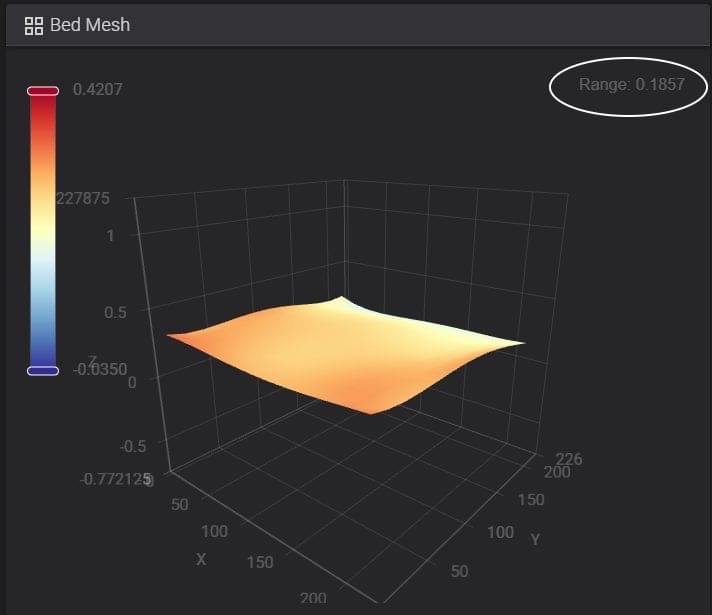
but i think the “hill” in midle of the bed my cause the problem.
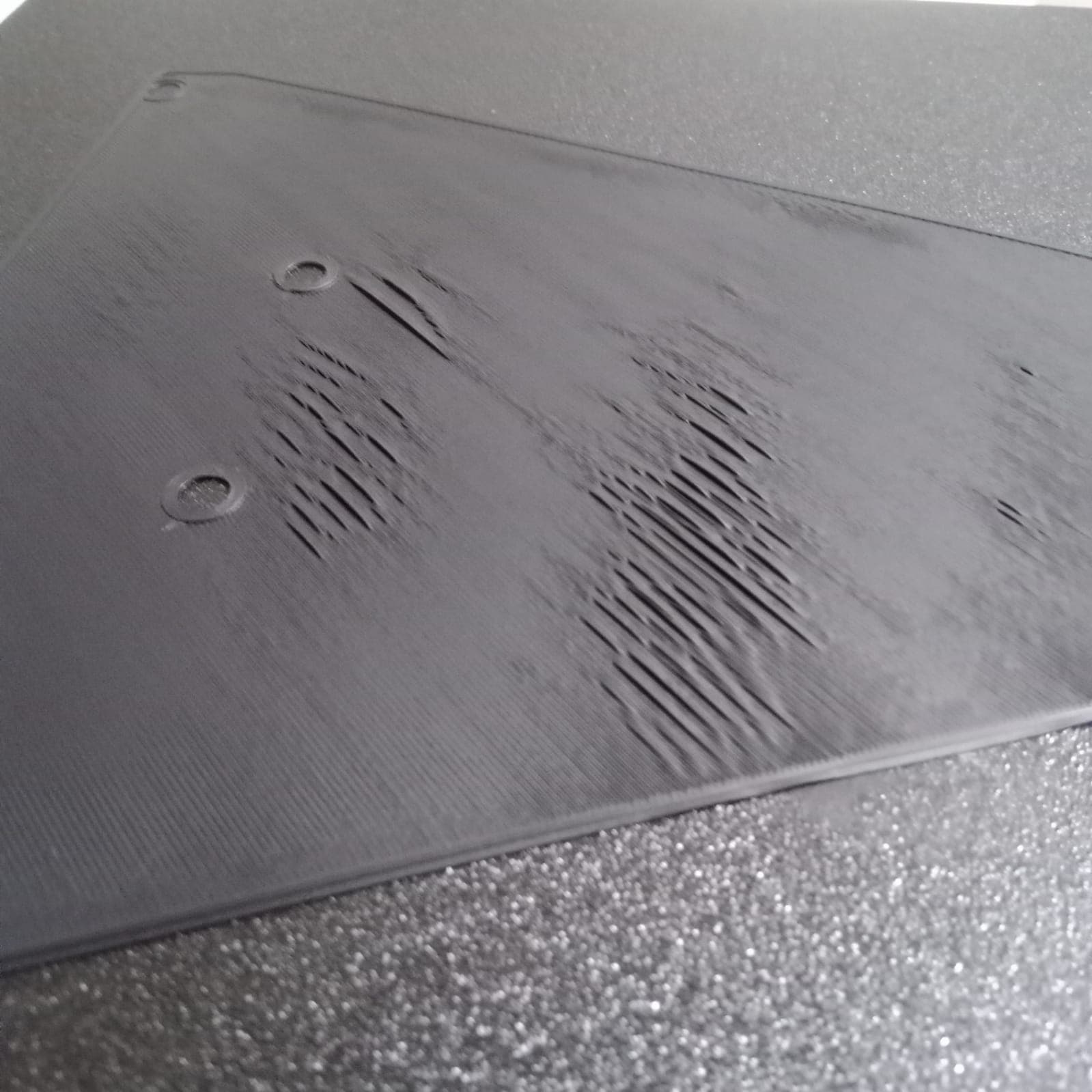
if i print one single layer i can see over and under extrusion at the same time.
out of ideas now, looking forward to get a “stonger” bed to avoid the bulk in middle
by higher bed temperatures. if if level the bed with 50 C it looks a lot better.
i have tryed to set offset in 0.05 steps and ended at 0.1.
as written the first layer has section’s witch look like overextrusion and
others witch look like underextrusion. at this point i am out of ideas, what else
can i do than bed leveling?
my actual bed mesh display’s a range of 0.9179 mm but the four corner’s
are within 0.1 mm.
You can put Ironing at “on” type “all top surfaces” and flow ironing at “15%”, Only one wall at topsurfaces checked.
seam on closest corner.
and scarf joint seam at contour and hole, scarf length at 10 mm
offset at -0.05
Nozzle at 260 degrees celsius please and fans off
forget bedleveling that is not the problem