We recently got a K2 Plus with CFS just for printing functional parts out of black PETG. I’ve had several issues getting the system to print well including extruder jams, poor dimensional accuracy, print to print precision, and calibration issues. I’ve been able to solve all the above issues (mostly by switching filaments and doing extensive testing and calibration), but I have one remaining I cannot seem to solve: nozzle buildup leading to clumps of PETG shedding onto the build plate. If these clumps happen to fall on the prints, they often will bond enough and the print be ruined. The PETG on the nozzle also adheres to new layers while printing, messing up dimensional accuracy and print quality.
I’ve done everything I’m aware I can for this:
Removed the hot end and remounted, ensuring all screws are tight
Run Auto bed calibrations before every print (would prefer not to, but that’s where we’re at)
Calibrated z-offset So. Many. Times! (Settled on a value of .05mm. If set higher than that, my first layer is underextruded/comes out poor with gaps between lines)
Calibrated my filament’s temperature, pressure advance, flow ratio, and max volumetric speed)
Experimented with Z hop when retracting and disabling wipe while retracting, but this causes stringing issues and didn’t seem to help
Changed first layer height to .28mm, and others to .24mm (from default .2mm for both)
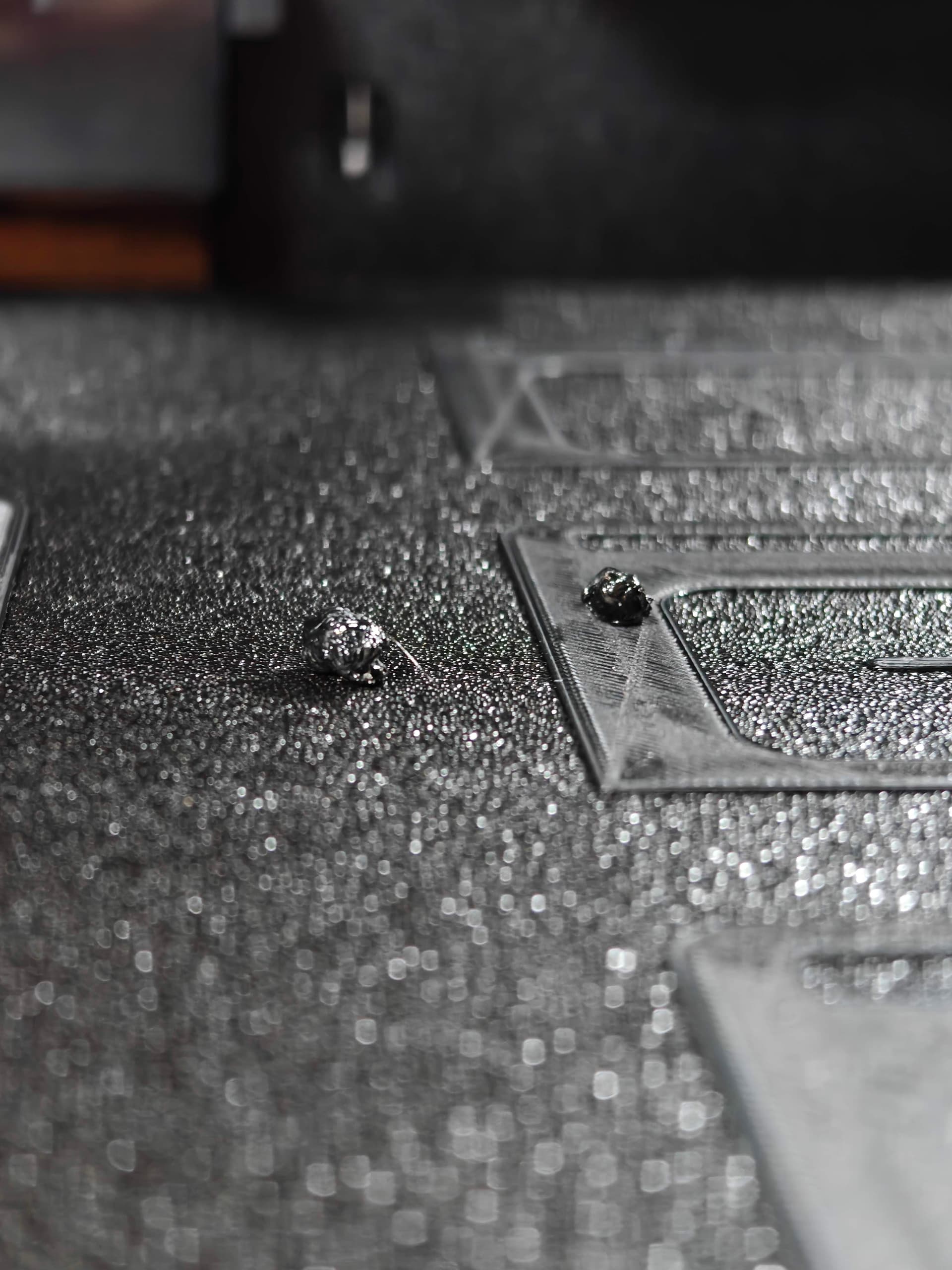
From what I can tell, this buildup seems to occur on layers 2-5. There is no build up after layer 1, and I’ll often pause after layer 5ish to clean the nozzle and any chunks (sometimes there are chunks, sometimes not, even if it’s the same item being printed. It’s weirdly inconsistent). If I do that, the print usually comes out great with minimal buildup after that.
I know PETG is sticky and there are non-stick treatments for nozzles and such, but I’d prefer not to go down that road, as that seems to be sidestepping the real issue. I print these same parts with my BL A1 with the same filament and similar settings, and I’ve never had any nozzle build up, ever.
I’m really hoping I’m missing something obvious. Does anyone have any ideas for me? Please and thank you!
That build up on nozzle is often associated with the nozzle bulldozing the model. Check your infill / wall overlap. The programs (CP6) defaults to 30% (waiting for it to be fixed) but it should be 15%.
It will lead to standard joints as per Bambu and others.
If you hover on the infill it will advise 10 to 15% but they cocked up the programming defaults. It took me lots of the above to find what causes it, and if you happen to do a tall thin model then it will fall over 1 out of 5 prints.
Alrighty, after about 8 more prints, it seems this may have helped a bit, but didn’t completely eliminate the issue for me. I tired 15% “infill/wall overlap”, then 10%. I also changed the “Top/Bottom infill/wall overlap” from 25% to 15% to see if that helped, but it’s about the same.
After closer inspection, I’m seeing some buildup on the first layer will prints with very large bases. Interestingly, the accumulation only seems to happen on the right and rear-right part of the nozzle (from looking in the door), never on the left. Don’t know if that’s a helpful clue.
I’m here late I know. Make sure to calibrate rotation distance. I know it should be calibrated from factory, but just do it again then do temps based on filament recommendation, then flow rate, go back to calibrate temps (double check flow rate), set volumetric speed to 18mm/s the k2 plus max is like 18-22mm/s. The printer will auto calibrate Pressure advance with every print.
Not a very elegant solution but after I wasn’t able to fully get rid of the same issue by flow calibrations etc., I made this layer change gcode to wipe the nozzle occasionally:
I’m seeing the same type of problems, and I’m using Overture PETG too. After several calibrations my numbers came out as 255C, 0.1 PA, 0.99FR and 12 mm3/s MVS which seem pretty close to your numbers. I also tried various Z-offsets and settled on between 0.05 to 0.08, but didn’t matter. I even changed the nozzle, that didn’t help either.
At Z-offset of 0.075 the first layer comes out beautifully, but then as layers build I see the filament starting to form around the nozzle. Sometimes it catches the print and leaves an ugly blob and sometimes a blob just seems to appear on the print bed (but outside the part being printed. I also see travel scratching the top of the part after just laying down a nice surface(I do have zhop=0.4mm).
Last night I started a 5 hour print and watched the first few layers go down perfectly. Went to sleep and this morning I was greeted with this(see photos). So the AI spaghetti detection is another “feature” that just doesn’t work!
I don’t have any suggestions to offer except to ask what speeds you’re running? With 12mm3/s and 0.2 layer height, the max is somewhere around 150mm/s. I slowed down to 100mm/s or less and the first few layers improved, but I still got the blobs and the spaghetti. I know Overture says the max speed on their PETG is 50mm/s so I wonder if that’s a factor, I haven’t slowed down that much, but it’s worth a shot.
I’m following your thread, I hope somehow an answer gets found!
Honesty this is well known issue, have these type of issue on my Creality, Voron and Bambu Printers. I have some luck with “some coated” nozzles or basically you need keep your PETG bone dry and even if its slightly wet the build up get worst. I have also heard slice plastic stuff works, but personally its seem bit expensive, and these day, I usually just print in ABS/ASA as ABS is usually cheaper and print much better.
I have a brand newly open roll of red PTEG (IC 3D), that’s been in my inventory for > year.
1st small print went well an hour ago. The current print seems to be going well. In both case, the waste did not fall down the shoot, it stuck to the nozzle and ended up on the print plate somewhere (not interfering with the print). I don’t remember this happening before, but this may be the first PTEG I have printed in the K2 Plus. I used it all the time in my X1C and it’s waste always went down the poop shoot.