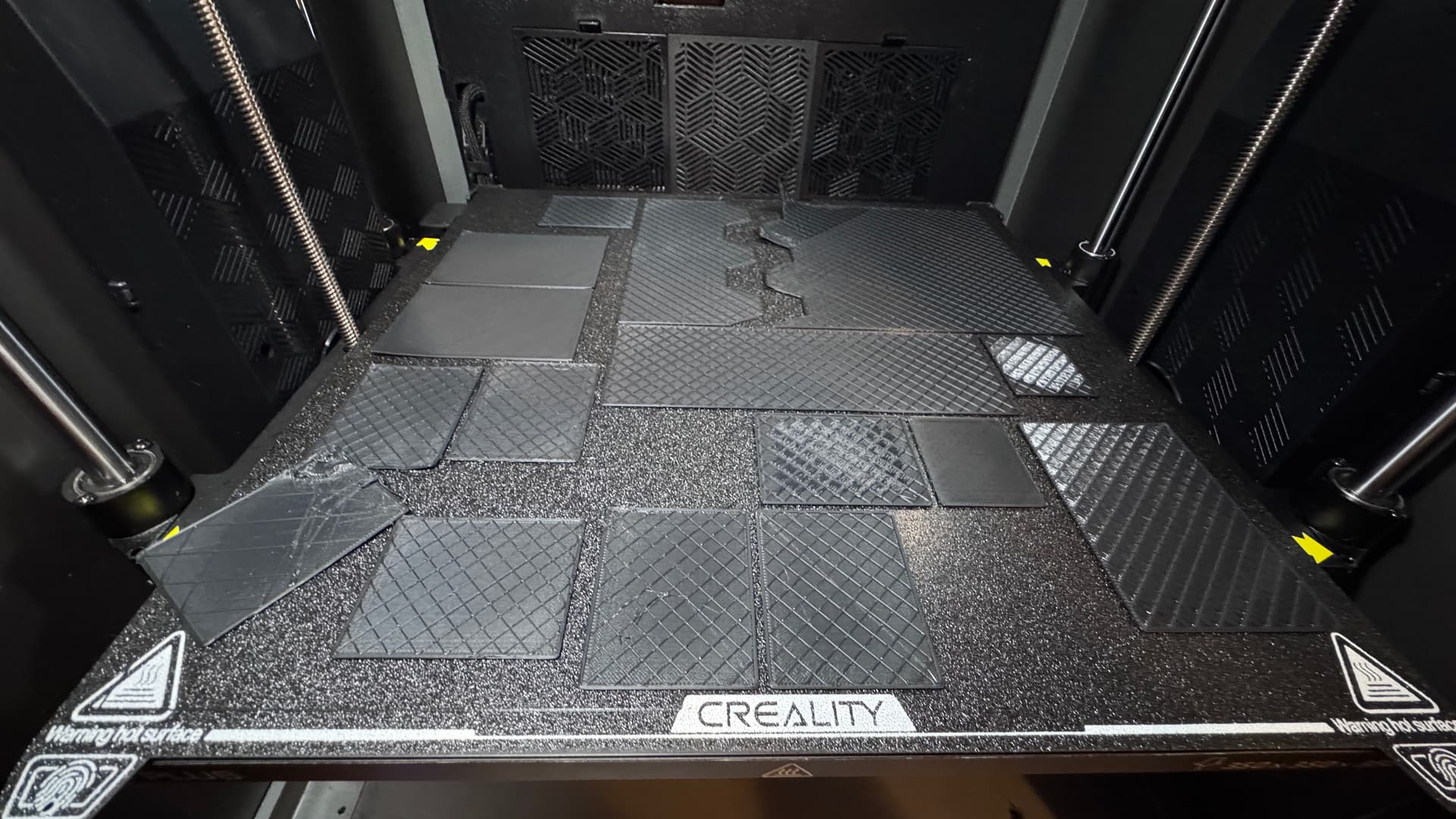
I’m printing a model I’ve printed before. I have the bed layout pretty full, but well within the limits.
I’ve tried different filaments, I’ve tried stick glue on the bed, I tried replacing the nozzle and replacing the ceramic core.
I’ve run the full calibration a number of times. While the humidity is relatively high - at about 41 on the cfs box - it’s been the same for the last 45 days.
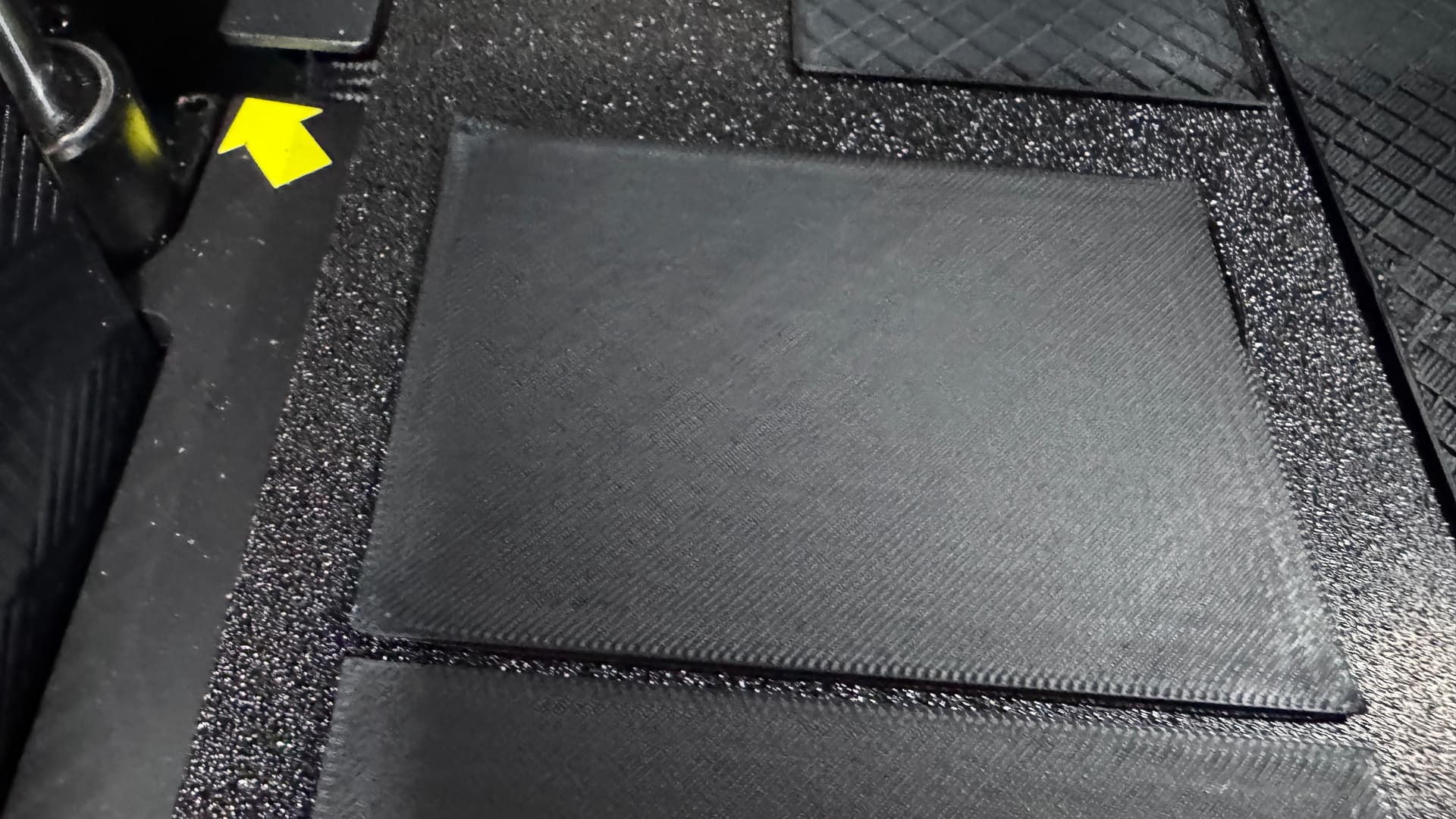
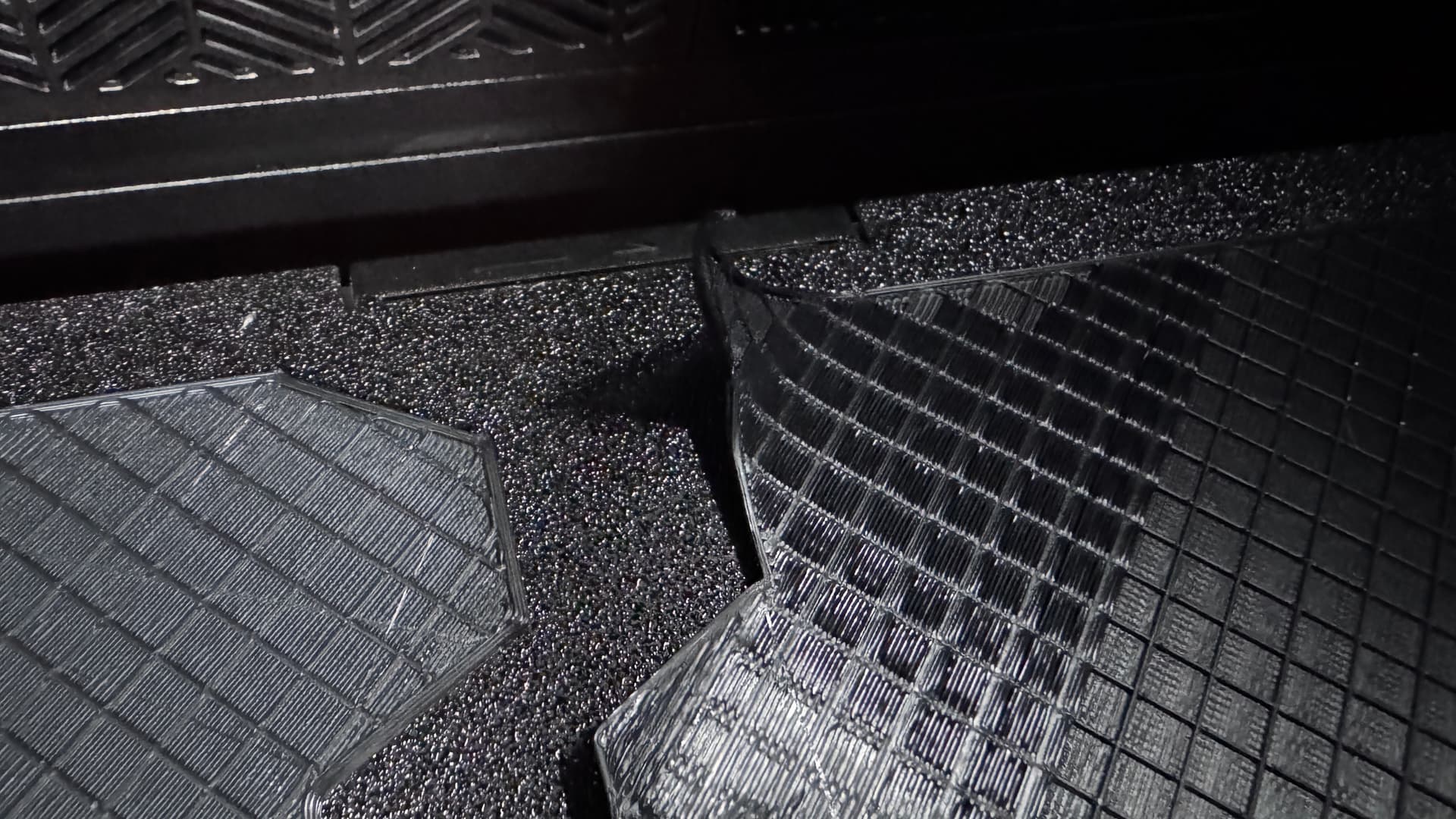
this print and others keeps failing with frayed edges and uneven lines.
I ordered a dryer box just in case there’s some cumulative moisture issue.
But, among the things I’ve tried are brand new filament spools, fresh out of the shrink wrap.
Any idea what might be going on here or other stuff I should try?
I’m wondering it the print bed is somehow heating unevenly now for some reason? It’s still showing 50°, but the model seems to be frayed and/lifting up closer to the edge of the plate
I had a similar problem about a week ago. Not as bad as this one, but frustrating none the less. went throught he calibration process for that filament and all is good now. I went through a filament calibration and found a couple of numbers were nuts. I hadn’t changed them. I had recently imported some print settings for other filaments. I can only speculate there was some cross corruption. Set max flow and extrusion ratio back to normal and all is good now.
Thanks for the response! I will look at those settings in creality print. One thing I did find is that the tolerance for the build plate for pla in general is between 50 and 60. The default is 50. When I kicked it up to 55, I didn’t have any of that corner peeling the first big print I did. But, now on the second print, I am getting some of that again.
Hmmm. Looks like adhesion issue. When you did the bed leveling, did you have 10-15minutes with the bed at 50°C before doing it ? And how is your bed mesh by the way ?
And how is your Z-offset ? When I look at the print in the middle, the first layer seems to be really ugly
@dogeared The plate temp will vary with filament brands. On Hatchbox I usually run 55 and occasionally go up to 60. With Polymaker, 50 top 55 works. @Alex2Lab makes a good point. These hot beds don’t come up[ to temp as fast as they indicate. Give it a good 10 minutes to stabilize temperature at the outside edges. the edge curling looks like something else. How are the fan settings? That last photo looks like flow rate (which can also affect curling and adhesion. All in all, the settings interreact quite a bit (especially hot end temperature).
Since there are so many interacting settings happening all at once, I’d bite the bullet and go through the tedious calibration process. Go in order. you can skip some. I highlighted the most crittical ones.
Thanks for all the replies! It’s really helped. I think the combination of making sure the filament’s dry, raising the bed temp slightly and tightening everything up has made a huge difference.