We recently purchased a K1 MAX with the hopes that it could handle our large enclosure design of 240x240x240 but after wasting 4kg of ASA we are ready to give up on the printer.
The bed seems much cooler on the right side and we cannot stop the corners and side from curling. The printer enclosure never goes above 47C and when we tried additional heating, the extruder seizes at 51-52C pretty consistently after about 5mm of printing.
We’ve tried every trick in the book and are willing to redesign and downsize to 220x220x220 mm if needed, but cannot go smaller than that.
Maybe a custom CAD raft could work, so we are seeking to hire a an expert in FDM with ASA, who’s up for a good challenge and can help us get at least a consistent prototype printed on this machine before we toss it out the window.
Any volunteers pls. side chat with me to exchange contact info.
A heated chamber of 55°C is what you need, I have a couple of Qidi printers that have just that and print ABS/ASA just like printing PLA/PETG. Don’t know if you can add a chamber heater to a K1 MAX, but that is where I would start. I am a mechanical design engineer if you need help, but for starters need to look at the printer capabilities.
I have upgraded my K1s with a 6 mm thick tool-grade aluminum plate and a 500-watt AC-powered silicone mat heater. The K1C uses a DC bed, much like the stock K1 (280 watts). With this upgrade, the bed heats to 100C (it can go higher) from 25C within 60 seconds.
I have been printing many things with ASA, I have used Visionminer Nanopolymer $5USD sample bottle for great bed adhesion when heated and excellent release when cool.
My settings for many different manufacturers of ASA are Bed 100C, nozzle 255C for the first layer, and then 245C. 0% side fan, 0% parts fan except for bridging, 0% rear fan, for all layers. ASA needs to cool slowly as a mass, so this is why there are no fans.
The extra mass of the 6mm aluminum plate helps pre-heat the chamber; mine reached 45-50C during printing.
Note: if you do this upgrade, root access is required for some alterations to the load sensor limits so the new weight doesn’t cause false touch triggers when auto-probing.
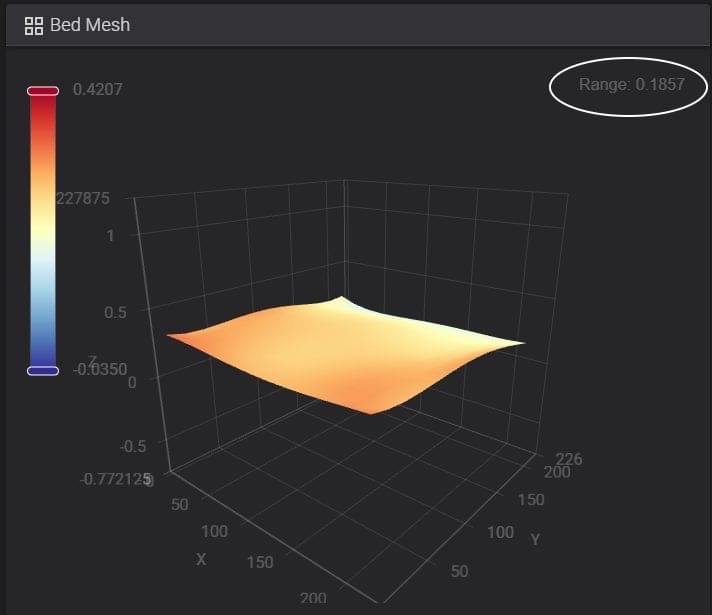
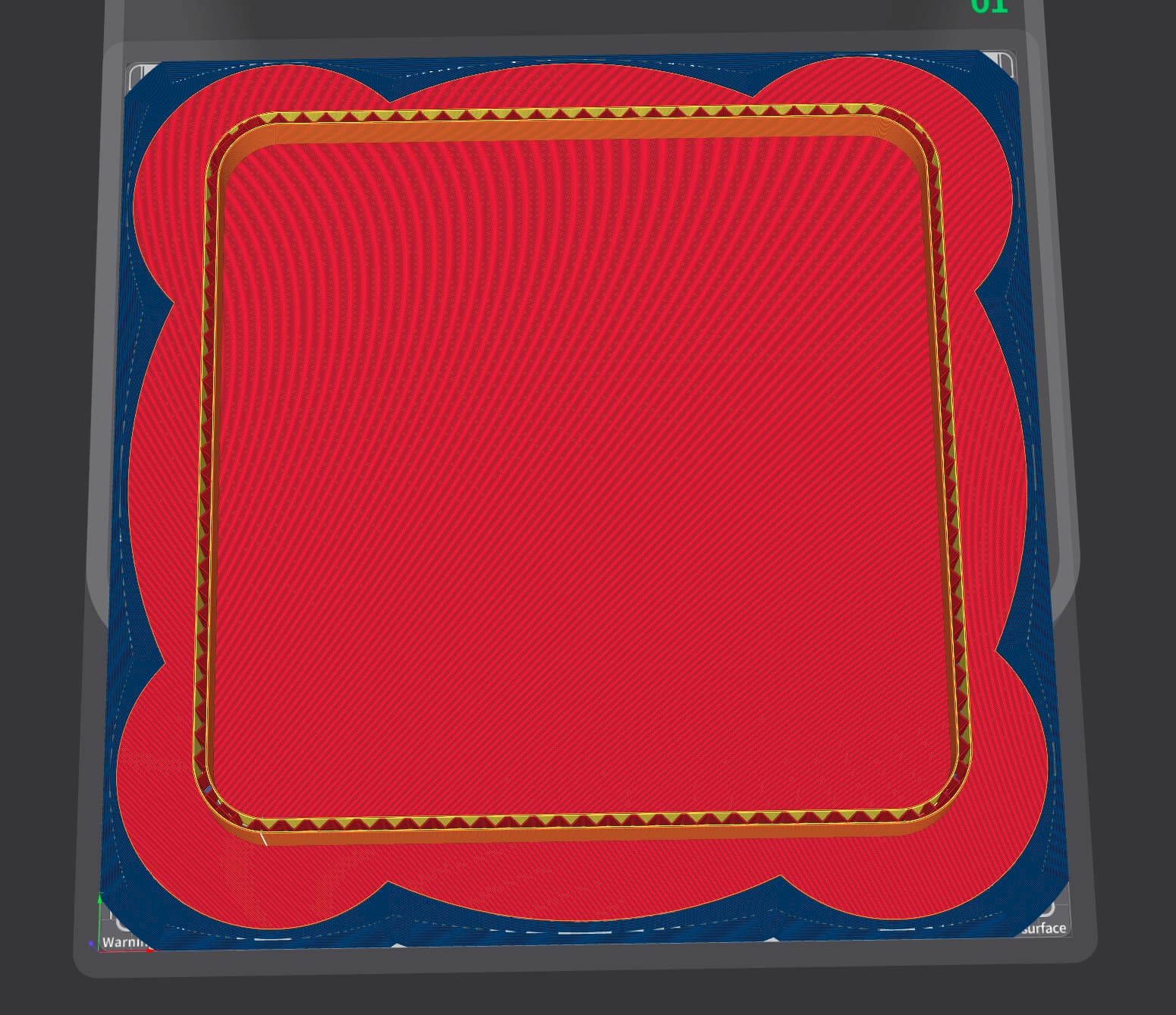
Wow that bed looks really nice. My mesh is horrible but within the acceptable limits. The K1 MAX can heat the bed up to 110C and I put some electrical tape on the left gap of the front glass door, and a sponge to cover up the cut-out for the control screen. Now the chamber heats up to over 50C but I still had a curl-up on the right side. I added a CAD raft .8mm thick and huge ears that resembles a Mickey Mouse under the box. The raft covers almost 100% of the bed. I also heavily increased the rounding of the corners of the cube to hopefully keep those corners tied to the raft.
If this works I’ll post pictures. Fingers crossed !!
As I noted in a response below, I covered some gaps on the front door and got over 50C now. I also change the design of the cube and added a heavy raft in CAD.
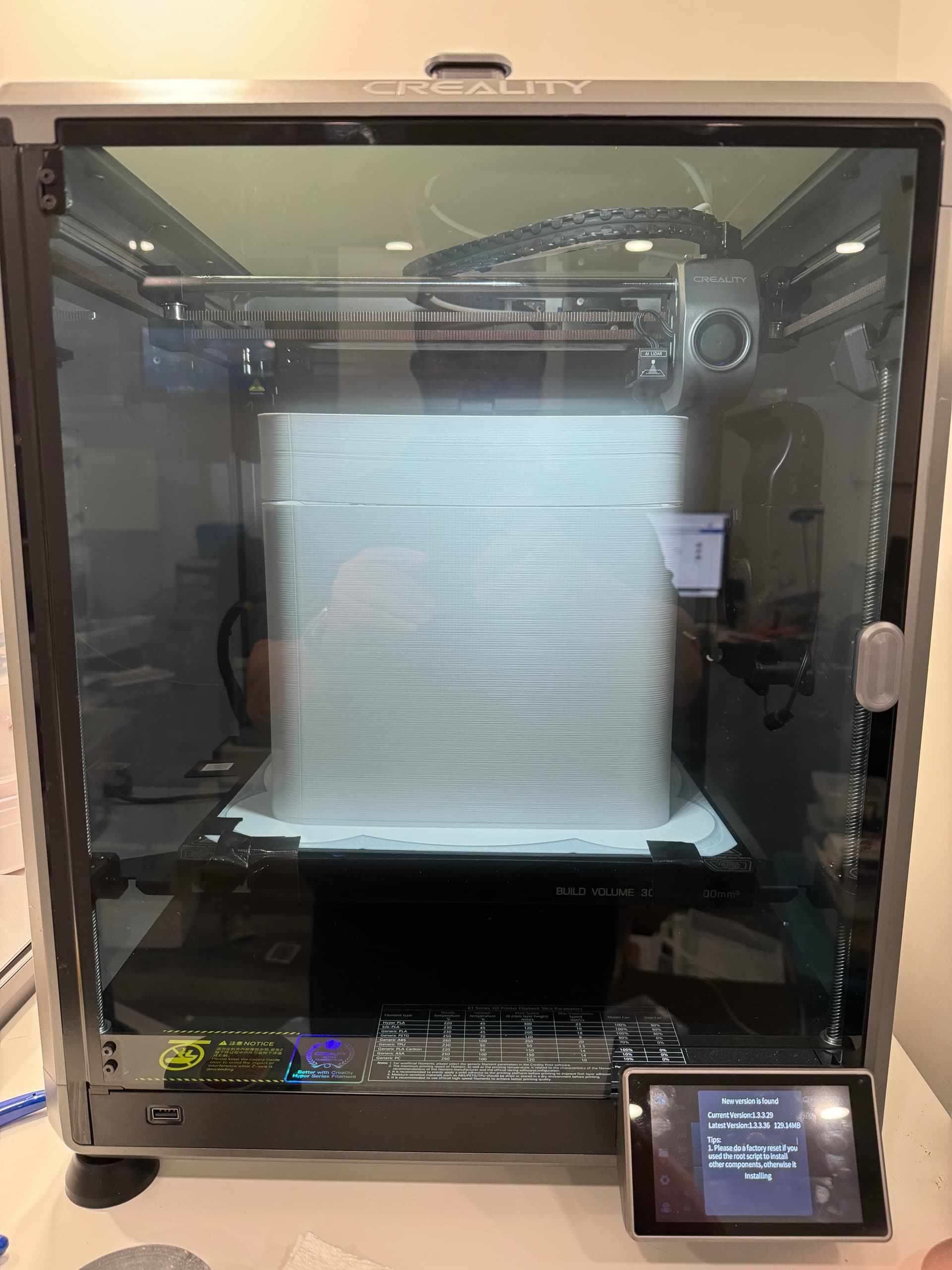
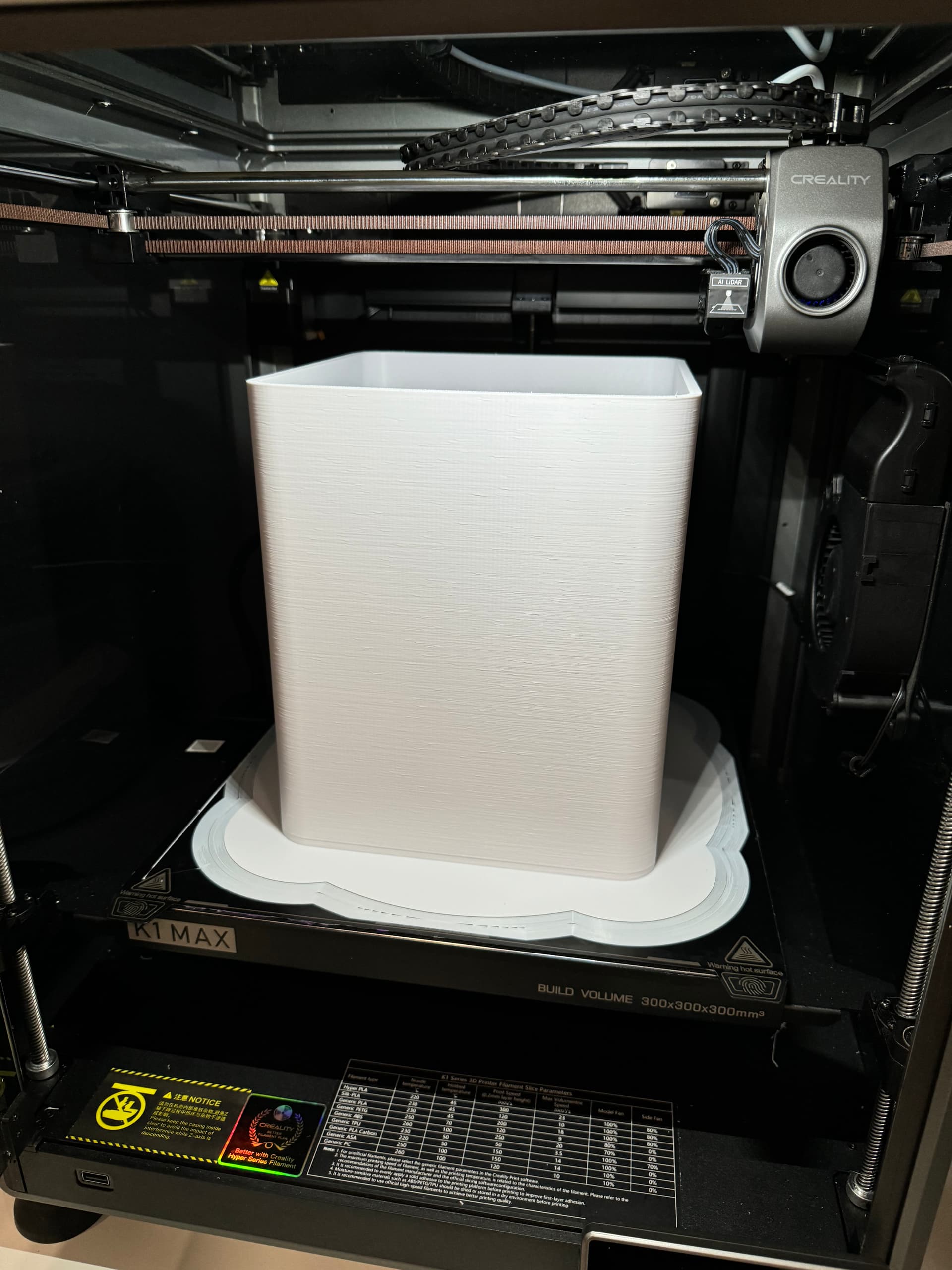
I am happy to report that, finally!, and after burning over 4kg of ASA, I was finally able to push this K1 MAX to its limits. I rounded the corners to 10% of the side length, in other words each corner has a radius of 24mm and each side is 240mm. As you can also see in the pictures I added mouse ears (a whole Mickey Mouse!) which is 4 layers thick (0.8mm) so it can still be easily cut-off with a blade.
The crack on the top is my fault. I noticed the force was pulling the metal sheet off the bed so I panicked and taped it down, so I must have lowered the print back just enough to avoid the layer from sticking. I was able to fix it with SciGrip 16 and a pair of strong clamps. I need to find some clips that are thick enough to hold the metal sheet down to the bed, and I will need to pause the print after it prints the mouse ears.
Regarding chamber heat, as the bed moved down it levelled off at around 46-47 with a setting of 110C during the whole print, and an ambient temp of 20-21C. I printed the whole print at a nozzle temp of 250C. I think putting a thermal blanket will surely help on the next print to keep it around 50C.
Anyway, here are the pictures of pushing the K1 MAX to a really big and problematic ASA print (this print design is probably the worst case scenario for ASA warping!).
I did some adjustments and the results are really good so I want to share them here.
I redesigned the product and the box size to 200x200x240mm. The reasons for this are multiple but the results are just as good on 240x240x240mm. One reason to reduce the size is that many FDM farms will generally reject parts over 220mm on X or Y.2.
Reduced the raft to 3 layers or 0.6mm and it still held perfectly. Maybe 0.4 or less will work but 0.6 is easy enough to cut off so I will be using this for production runs.
Changed infill to Gyroid and allowed me to increase print speed, WAY over what people normally recommend to print ASA with.
Here are the rest of the relevant settings on the K1 MAX in the hopes it will help other people with ASA problems:
FILAMENT
Chamber Temperature: 50C
Print Temperature: 250C (first and other layers)
Smooth PEI Plate: 110C (first and other layers)
Cooling: all fans off except for: 10% Exhaust during printing and 80% after print completes.
CREALITY SLICER:
Seam: Random Position
Sparse Infill: Gyroid
First layer speed: 40
First layer Infill: 105
Inner Wall: 120
Outer Wall: 120
Sparse infill: 220
Internal solid infill: 220
Top surface: 220
Gap infill: 220
The rest are all default settings for 0.2mm layer height.
OTHER
Covered the left door gap with electrical tape.
Covered the console door gap with a cutout made from craft foam board (5mm)
Covered the top of the printer with a large piece of Elmer’s craft foam board (5mm) and a light weight to keep it stuck to the glass top.
The average temp was exactly 50-51C during the 14h with an ambient temp of 20-21C and a RH of 45%
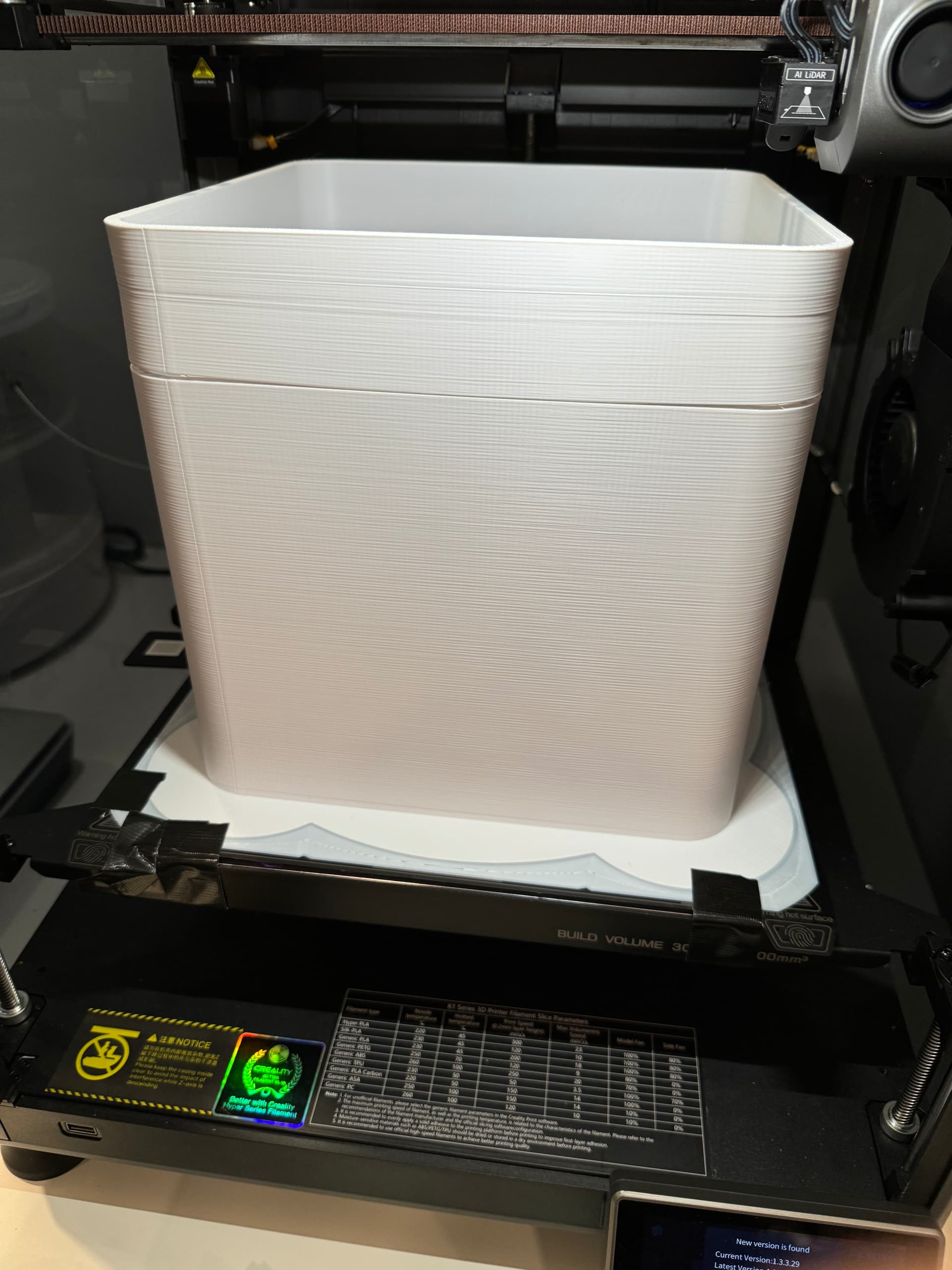
The result is a perfect large ASA print with ZERO warping. Hope this helps other people with ASA issues on the K1 MAX. I am happy we didn’t throw the printer out the window:
If the provided wires on the heating pad are not long enough, you might need some wire; 750w at 120V yields a little less than 7A (240V is around 3.5A), so it would be recommended to get a wire that can handle 10A. Reuse the ground wire that should be attached to the current bed for the new bed; AC is dangerous, so this ground protects you if the heater gets damaged.
You will need some crimp-on connectors for the SSR, and you might be able to make the AC connections at the current Creality SSR board.
For the bed heater PWM control of the mainboard, you should connect the bed terminals (+—) to the SSR module control input matching the (+—) from the mainboard and disconnect the control wires running to the Creality SSR board.
Finally, you will need to PID tune the heater.
We need to make some limit changes for the load cells to accommodate the new bed weight. This part will require root access. I don’t have a max, but I can guide you through determining the new numbers, as I did on my K1.