Ender -3 Pro (Not sure exact model)

Worked fine out of the box before I had any clue about anything such as bed leveling.
Made several items with nice finishes.
Initial default settings were 200 degrees for nozzle and 60 degrees for the bed.
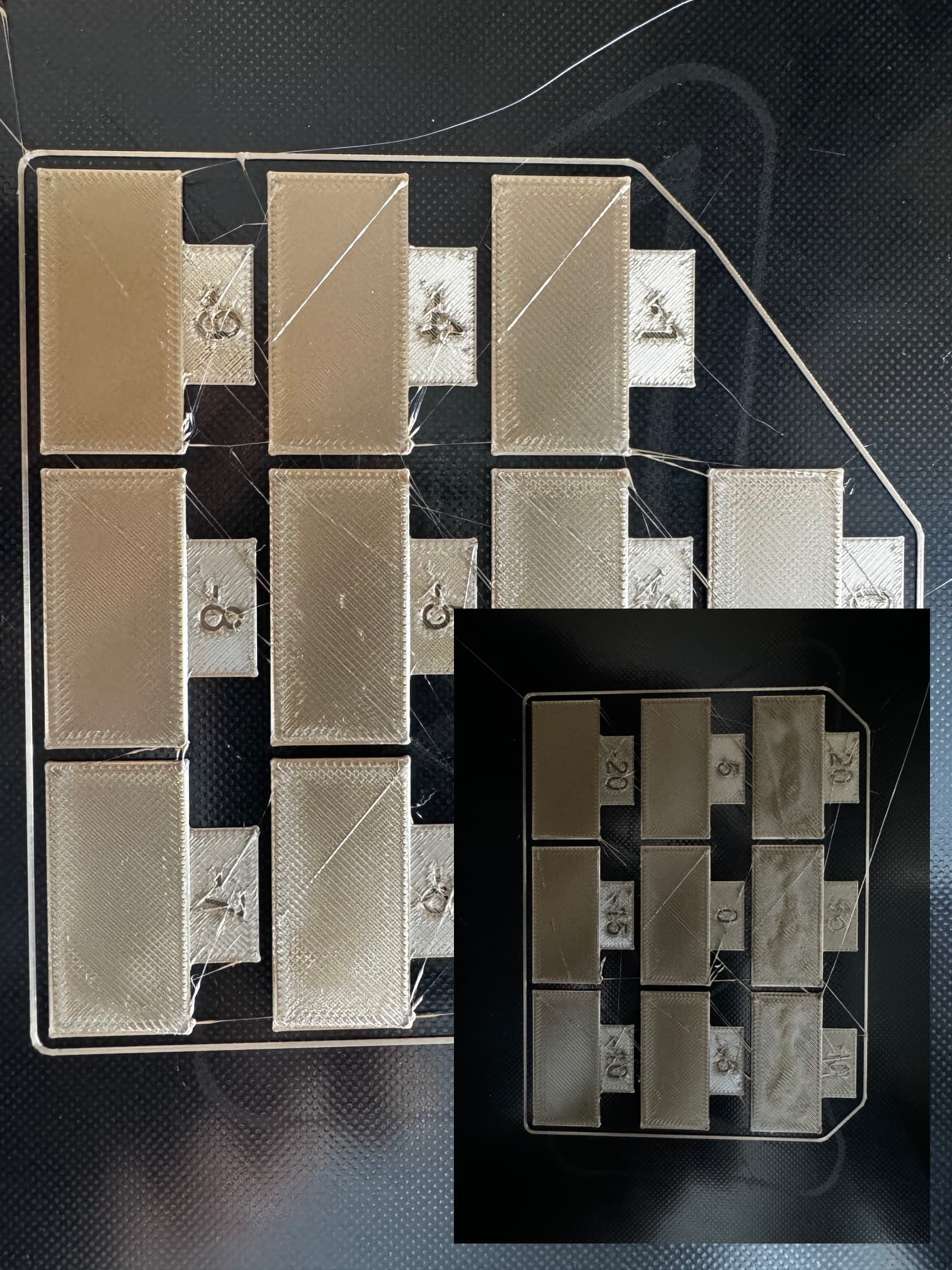
Printer started acting erratic and printing string
After numerous YouTube videos I did these upgrades/fixes.
Leveled bed several times
Purchased Creality Glass bed, worked fine for a few prints. Eventually set the bed to 85 degrees which read approx 60 degrees with infrared thermometer
Cleaned bed with 91% Isopropyl Alcohol
Replaced the extruder mechanism where feeds through gear
Changed Bowden tubes, fittings and replaced nozzle.
Extruder SEEMS to be fine if I manually extrude
Tried Creality & Cura slicers
Tried printing different prints
Tried many different heat settings on nozzle
Changed extruder motor and also replaced one wiring harness (for the extruder only)
Tried different PLA
I started to get close agin to printing somewhat, not perfect but kind of ok. I was just getting stringing and felt like I was back in business with just some needed tweaks.
Then it went erratic again. Seems 1/2 way through a little Benchy print, it comes off the bed and just started making string.
All the axis’s seem tight
I am about over this Ender 3D Printer after endless hours of trying and getting no where.
Pics Attached.
Any advice?
Thank you in advance!
Wayne