So… after being convinced that I had made the wrong decision in purchasing a K2 Plus — one small thing took mine from ZERO to HERO…
I was getting a lot of errors, uneven first layers especially with ABS / ASA, filament jams, extruder errors — you name it. I was hating all the time spent trying to troubleshoot and make my machine viable for even casual use…
Then I swapped out my hot end with a completely new one I snagged on Amazon for like $30.
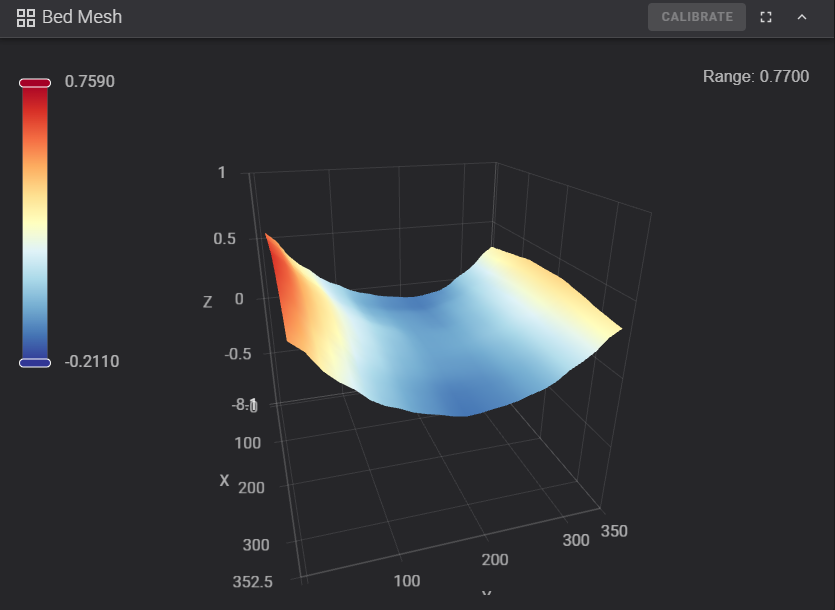
I can’t even begin to explain the difference since then, TRULY night and day. Ever since I installed the new one, my machine has been an absolute beast! Zero issues, fantastic first layers (even using abs) and amazing print quality overall… even with my “taco bed” (about .8mm variance) it has performed flawlessly, and when I say flawless that’s not an exaggeration. 100% of my issues are now resolved and I’m bordering on becoming a creality fanboy at this point.
I just wish someone would have suggested this sooner (looking at YOU, Creality!) and saved me months of heartache…
If you’re having a lot of issues with your K2 Plus, I HIGHLY recommend a new hot end as one of the first steps if you haven’t replaced it already!
I’m honestly not sure. I began having an issue with my nozzle MCU (as displayed by fluidd) and the machine would literally turn itself off… I checked the connections to the small PCB board and they seemed solid, but to be fair I never went through and checked to verify all of the screws were tight or looked for defects…
I just know that now it performs like a completely different machine than it has since day 1.
Which hotend did you get? Can you post the link? I’m trying to love my K2, I have just replaced the strain gauge, and I’m incre4sing the bed mesh resolution to see if something changes. I’m really desperate. I just need good anough first layers so my ABS prints can be printed. Sometimes I print and the results are beautiful, and sometimes they fail miserably, and I can see the first layer is completely inconsistent, to the point regions of the bed smash the filament so bad, it clogs the nozzle.
I’m trying everything.
JP, if you look around on Reddit, and/or any large fb groups and/or this forum — it seems to be specifically ABS (or ASA) that have issues… why do you suspect that is? It genuinely sounds to me like maybe a slicer issue or setting somewhere that sends ABS off the rails… I heat soak for 20min and tell my printer it’s a different filament type (copied a non-abs profile but changed the settings to be appropriate for ABS) and that seemed to be a working combination even before I replaced the hotend.
Also, no exhaust fans during print. No part cooling.
Here is the the hotend I snagged — it’s from Creality’s official Amazon store.
It looks like that because ABS/ASA have higher bed and nozzle temps, it causes even more deformation on the bed, and also on the hotend. And the pre print calibration is done with lower temps like 50C for bed and 140C for the nozzle, but ABS prints with bed in 100C and nozzle up 270C.
So calibration is not being done correctly. Some say that you should calibrate and start printing after 10-20 minutes of soaking your bed in 100C and nozzle to final temp.
JP, I’m not sure I agree.. I had success with PC, PA6-CF, PET-CF, PPA-CF and PPS-CF and ABS/ASA both still had what appeared to be both under extrusion and over extrusion all over the print bed.. those filaments definitely run well north of any temps being used for ABS..
To be fair, though.. the prints I’ve done with these engineering filaments have been by and far smaller and easier than what I had been attempting with ABS..
the small parts don’t give me any headache. And i got to the conclusion in my case the “over extrusion” was actually smashed melted filament because of the nozzle too close to the bed/layer. I was just able to print a reusable filament spool, which is not that big but i was not being able to print before.
In my case I replaced the strain gauge (i don’t think it was the problem), but I also changed my bed mesh to a better resolution, going from a 9x9 grid with 2x2 interpolation, to 11x11 grid and 3x3 interpolation. I also added 0.2 to the z-offset. Improved a lot the first layer.
Z-offset strategy did not work, because depending on the bed region I still had issues. I’m now back at 0 offset. What really seems to have solved for my “taco after a car crash” bed was to increase bed_mesh resolution to 13x13 and interpolation to 3x3. For the first time I was able to print a full size solid first layer with great quality (not perfect) even though my bed has 1mm deformation and is not uniform at all (not a smooth taco shape).
So, this was done way too hot. Just ran calibrations and 290 is a sweet spot — but with no calibrations outside of the auto bed mesh etc, this is how my bottom surface came out w/ 0 offset. (First go with a .8 nozzle).
I had a similar issue with one of my SE’s, replacing the hotend fixed it… for a while… turned out the real problem was a loose screw between the hotend and the heatsink. Had the issue reappear 3 times now, first 2 I just used slightly longer screws, this time I tossed in some tightlock for good measure.
Seems as the heatsink gets, well, hot, the metal expands and the vibration is able to loosen the screw just a little at a time until the hotend is shifting around causing all kinds of z-shifting and apparent layer bonding issues with small objects, since the print head would sometimes completely miss it’s mark.
Goes to show, you might be in the right ballpark, but on the wrong base.
Apparently the “Infill/wall overlap” setting is still defaulting to 30%, which can be too high on larger prints. This being too high causes excessive shear force at the edges of the object, which increases the chances of deforming the initial layers and eventually knocking objects loose: K2 plus firmware printing bug 1.1.2.10 - #5 by Mrburns