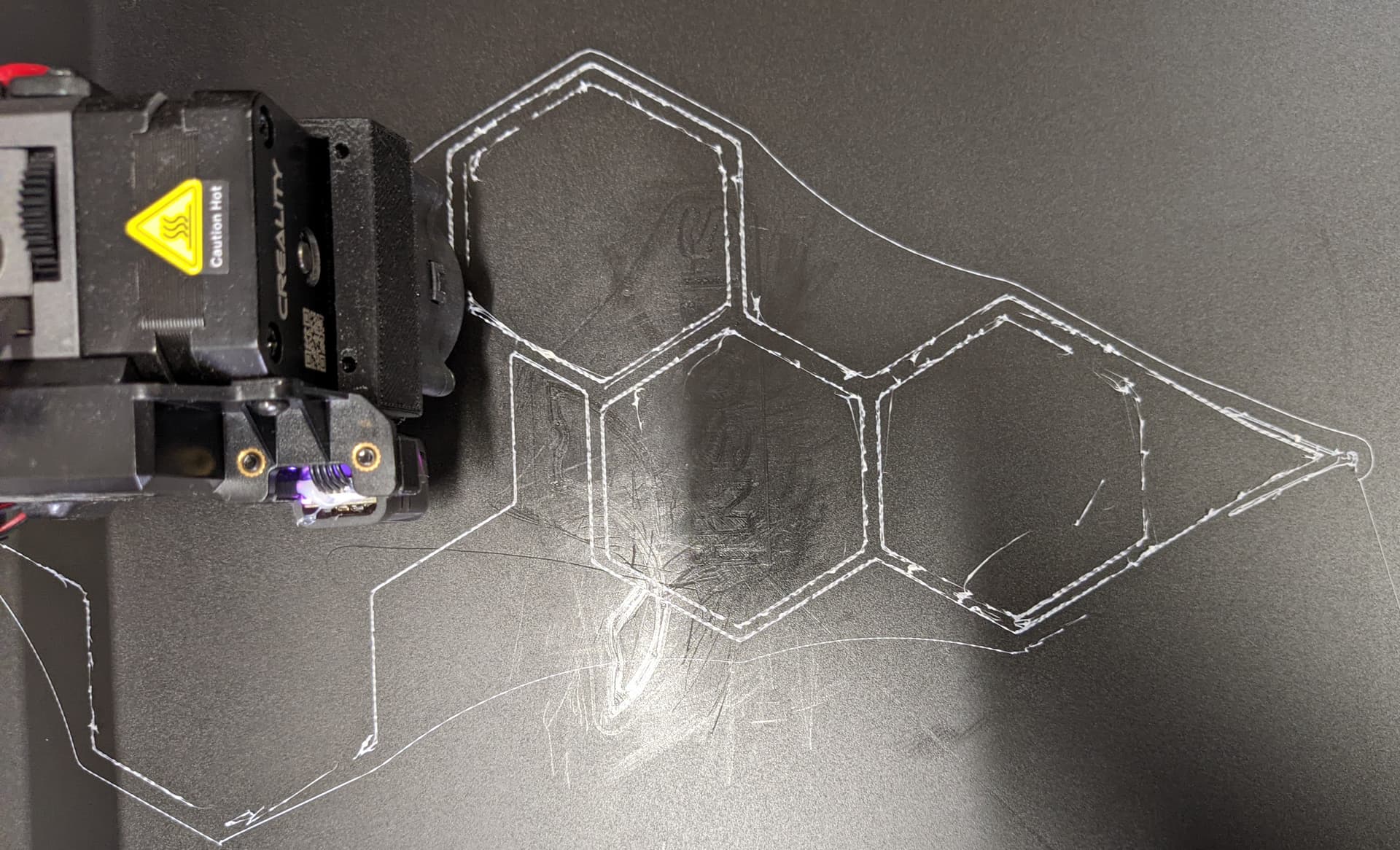
I am having problems with the initial print layer on the new CR-M4 printer. If the first layer doesn’t mess up the whole print, the print comes out nicely: (photo 1. - Unfortunately, due to forum restrictions, I can only add two photos to this post.)
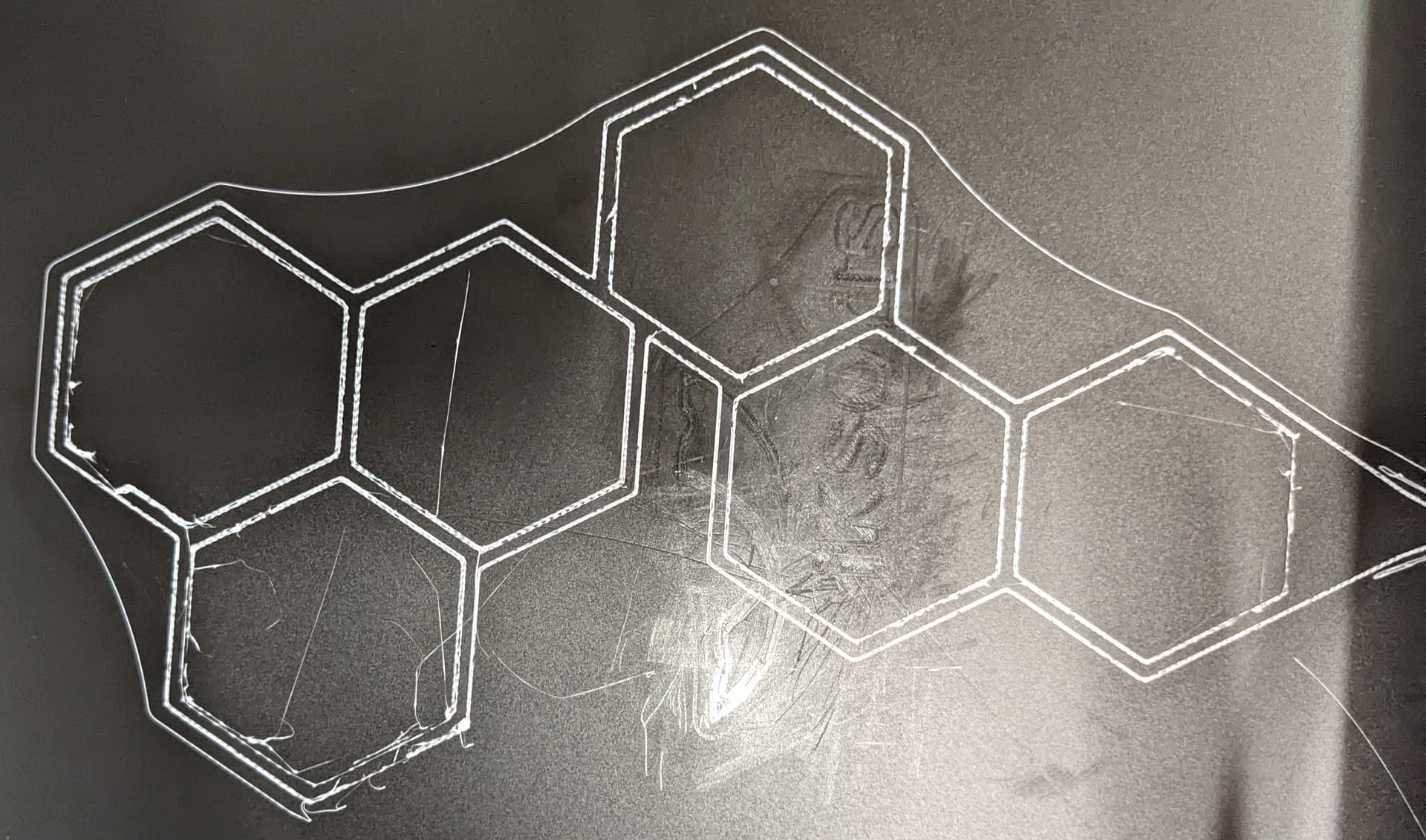
I raised the nozzle up increased the z-index by one step. The first layer looked better, but it was still not good:
(photo 3-4)
I raised the nozzles up again increased the z-index by one step. The first layer looked worse:
(photo 5.)
Just in case, I checked that the nozzle was not clogged. It wasn’t. The cleaner went from the top through the hotend and out through the nozzle without any problems.
Cleaning with IPA did not change anything.
In the meantime, I detected a loose pulley on the Z axis. I will correct this and also dry the filament. Then we will see if this makes a difference.
What temps are you using…
Nozzle and Bed…?
Try a different filament for a test if nothing is working…
I have a roll of blue PLA filament that I’m drying again… I couldn’t get it to stick or look good on that first layer. Other filaments work just fine same settings…
Sometimes it’s just that one roll…
I am using the default printer settings (200 / 60 °C) and the PLA filament included in the printer.
I’ll check with a different filament, but the problem only affects the initial phase of printing. If by chance everything doesn’t break down completely at the beginning, it prints fine later - the print is perfect.
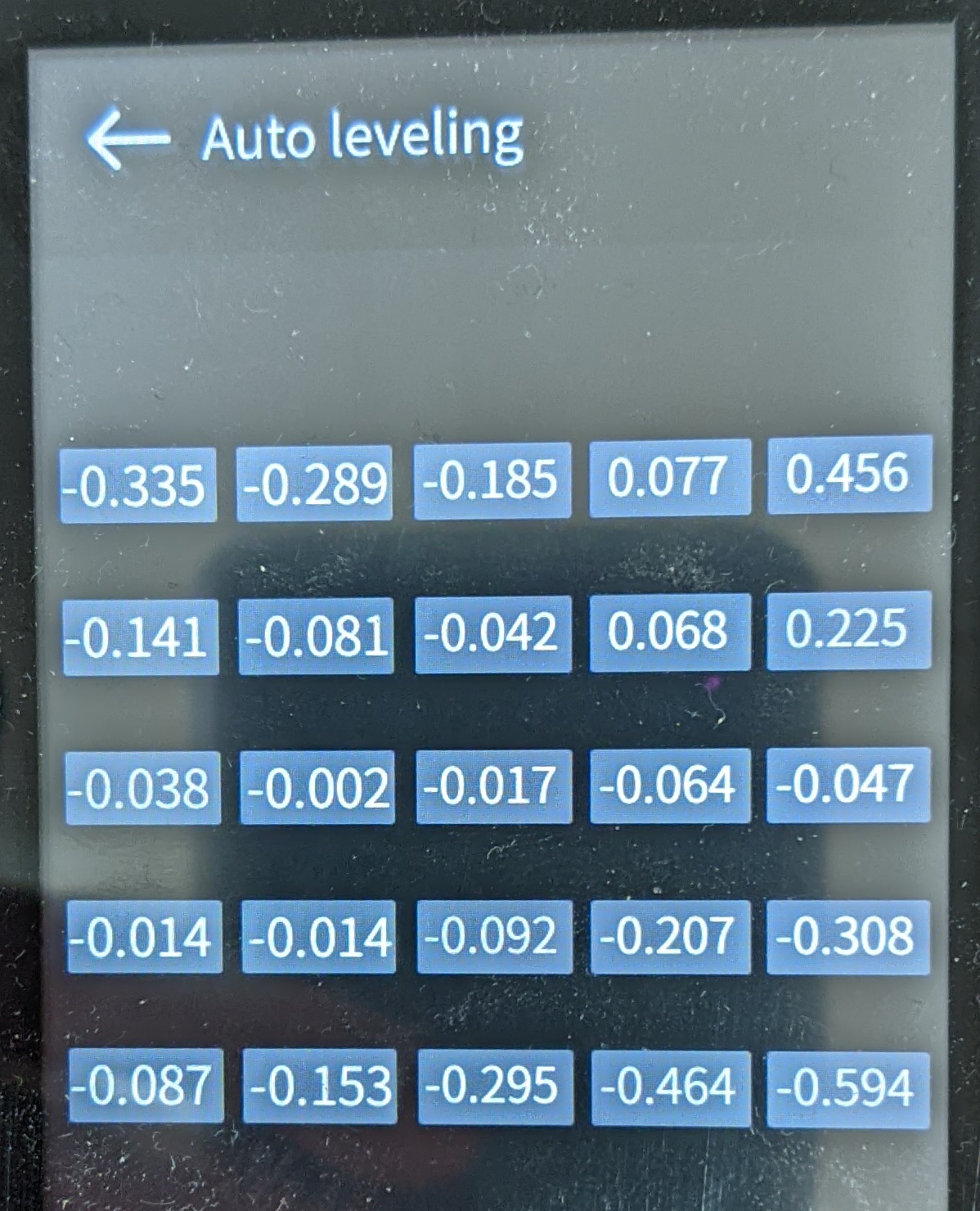
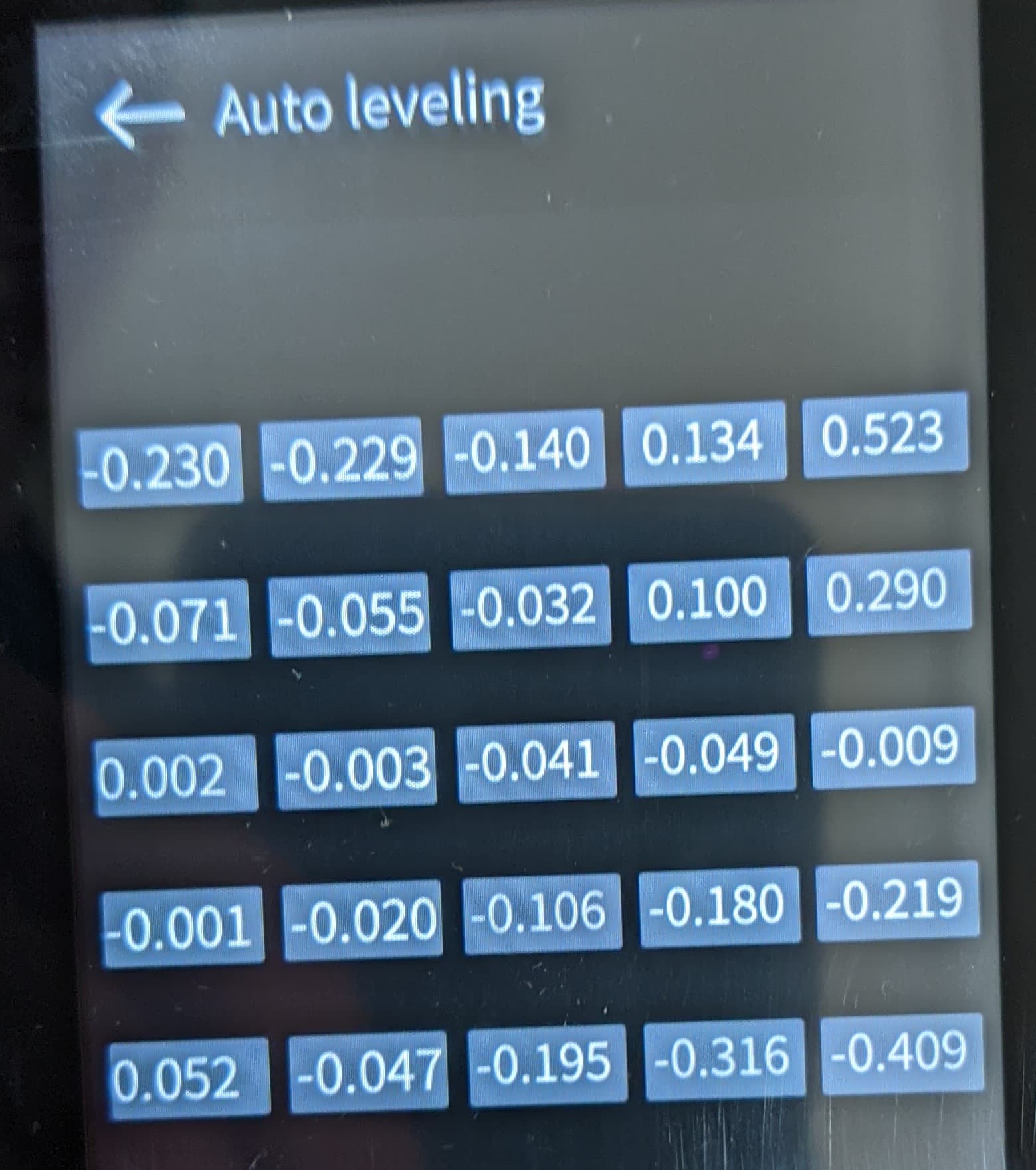
The result of the auto-leveling is correct? You can’t see any problems there?
this is a normal values , maybe you need check your Z-offset .
If not a problem in Z-offset , check the wheel in extruder , If it is always rotating, if it stops every now and then and starts rotating again (you hear a noise) then it is a clogged nozzle.
Try increase and decrease during the print of the first layer.
Hello @DarLip I had the same problem. I had a conversation with another user and he said that it seams like the calibration values are being ignored by the printer. He said that he wrote M29 after the home in the gcode file and that solved the problem. You could try this as well.
Did you fix this problem?
looking at the difference in the bed levelling numbers you can see a 1mm difference between top right and bottom right. thats more than twice the nozzle diameter, no way its going to adjust that much, and i believe after a few layers the calibration is ignored.
you need to find the reason for the large number range.
When I received mine, one of the things that caused me a lot of confusion was the difference in values on the diagonal of the table. So I started by tightening and loosening the screws that hold the aluminum base to the table structure and if you want you can also compensate with washers.
Seams the calibration values as been ignored by the printer , i will try send M29 and leave here the feeback .
If it is anything like either my V3 SE or KE it will compensate upto 2mm variance. 1mm should be fine. Need to get the Z offset sorted so it can stick to the bed, it is way too high by looks of things.