
PETG, or Polyethylene Terephthalate Glycol-modified, has surged in popularity among 3D printing enthusiasts. Known for its durability, clarity, and flexibility, PETG merges the best of both PLA and ABS, making it an ideal material for a myriad of applications. However, PETG printing is not without its challenges, with PETG stringing being a common frustration that can mar the surface quality of prints.
This comprehensive guide will walk you through 6 straightforward strategies to eliminate PETG stringing and achieve the smooth, clean prints you’ve been dreaming of.
What is PETG Stringing?
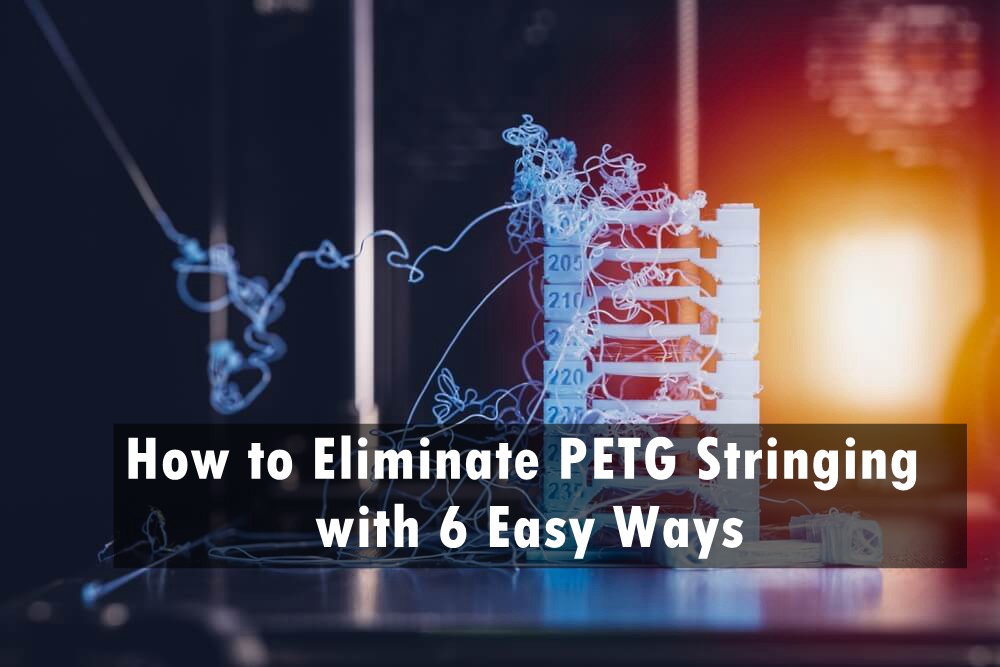
PETG stringing occurs when the printer extrudes excess filament as it moves between printing areas, leaving thin strands or “strings” that mar the final print’s appearance.
This can be due to various factors, from printing temperature to filament moisture. Understanding what causes PETG stringing is half the battle; next, let’s tackle how to fix it.
How to Eliminate PETG Stringing with 6 Easy Ways
1. Nail the Retraction Settings
Retraction is crucial in combating PETG stringing. When the extruder moves between print sections without depositing material, a retraction setting pulls filament backwards, preventing oozing. Key to PETG success is finding the proper balance in retraction distance and speed.
- Retraction Distance: Start with a slightly higher retraction distance than you would with PLA. Experiment by adjusting in small increments, typically between 4mm to 6mm.
- Retraction Speed: A moderate retraction speed works best for PETG. Begin at around 40mm/s and tweak as necessary, observing any changes in stringing behavior.
2. Optimize Print Temperature
Temperature plays a pivotal role in the viscosity of PETG, directly impacting stringing. Too hot, and the filament becomes overly fluid, exacerbating stringing; too cool, and you might face extrusion problems.
- Initial Temperature: Most PETG filaments print optimally between 240°C to 260°C. Start at the lower end of this spectrum and gradually increase if necessary, watching for any reductions in stringing.
- Fine-tuning: Conduct temperature towers to pinpoint the precise temperature where stringing minimizes without sacrificing layer adhesion and overall print quality.
3. Dial-in Cooling
PETG behaves distinctly when it comes to cooling. Unlike PLA, which generally benefits from full cooling, PETG often requires a delicate balance.
- Fan Speed: Start with your cooling fan at about 50% speed after the first few layers. This setting helps solidify the extruded filament quickly enough to reduce stringing while ensuring layers beneath remain heated enough for good adhesion.
- Adjustments: Pay attention to your prints - you may need to adjust the fan speed up or down slightly, depending on your specific printer and filament.
4. Adjust Printing Speed
While not as directly influential as retraction, temperature, and cooling, print speed can affect PETG stringing. Slow down for intricate parts where the nozzle moves between distant points.
- General Rule: A print speed of 40-50mm/s is a good starting point. Adjust based on your printer’s capabilities and the complexity of the print.
5. Keep Filament Dry
Moisture is detrimental to achieving quality prints, with PETG filament being particularly sensitive due to its hygroscopic nature—absorbing moisture directly from the air. This feature of PETG not only leads to stringing and popping during the printing process but is a general concern across all printing materials.
Moisture causes stringing because it forms tiny air bubbles within the filament; these bubbles burst under heat, allowing the molten filament to leak and create strings if the nozzle moves.
- Storage: Always store PETG in a sealed container with desiccants.
- Drying: If your filament absorbs moisture, consider drying it in a filament dryer or an oven at low temperatures before printing.
6. Find the Right Brand
Not all PETG filaments are created equal. Some users find that switching brands can significantly reduce stringing issues. Creality Filament, for instance, has been praised for its consistent quality and reduced stringing tendency.
FAQs about PETG Stringing
1. What Causes PETG Stringing?
PETG stringing occurs when the molten filament oozes out of the nozzle while moving between print sections, leaving behind unwanted thin strings of plastic. This can be due to several factors including improper retraction settings, excessive printing temperatures, high humidity affecting the filament, and insufficient cooling during the printing process.
2. Can Adjusting the Cooling Fan Speed Really Make a Difference in Reducing PETG Stringing?
Yes, adjusting the cooling fan speed can significantly impact the occurrence of PETG stringing. PETG generally requires less cooling compared to other materials like PLA, but a controlled amount of cooling is crucial to solidify the filament quickly as it’s deposited, especially over bridges or in areas where the nozzle travels between distant points. Finding the optimal fan speed is a balance; too much cooling can affect layer adhesion, while too little can lead to stringing. Experimenting with different settings on your specific machine is key to finding the right balance.
3. Is It Necessary to Use a Filament Dryer to Prevent Stringing with PETG?
Using a filament dryer is not strictly necessary but can be beneficial, especially in environments with high humidity or if your filament has been left out and absorbed moisture. A filament dryer steadily heats the filament to a safe temperature, driving out absorbed moisture before it enters the printer. This can greatly reduce the chances of stringing and other moisture-related print defects. If stringing persists despite optimizing other print settings, and if you suspect moisture is to blame, using a filament dryer can be an effective solution.
Conclusion
Tackling PETG stringing doesn’t have to be a daunting challenge. By fine-tuning your retraction settings, temperature, cooling, speed, and ensuring your filament is dry, you can greatly enhance the quality of your PETG prints.
Remember, even small adjustments can lead to significant improvements. Experiment, adjust, and soon you’ll find the perfect settings for your specific printer and filament combination.