ich versuche gerade mit meine Creality K1 und einer 0.2 Nozzle Silk PLA von Overture zu drucken.
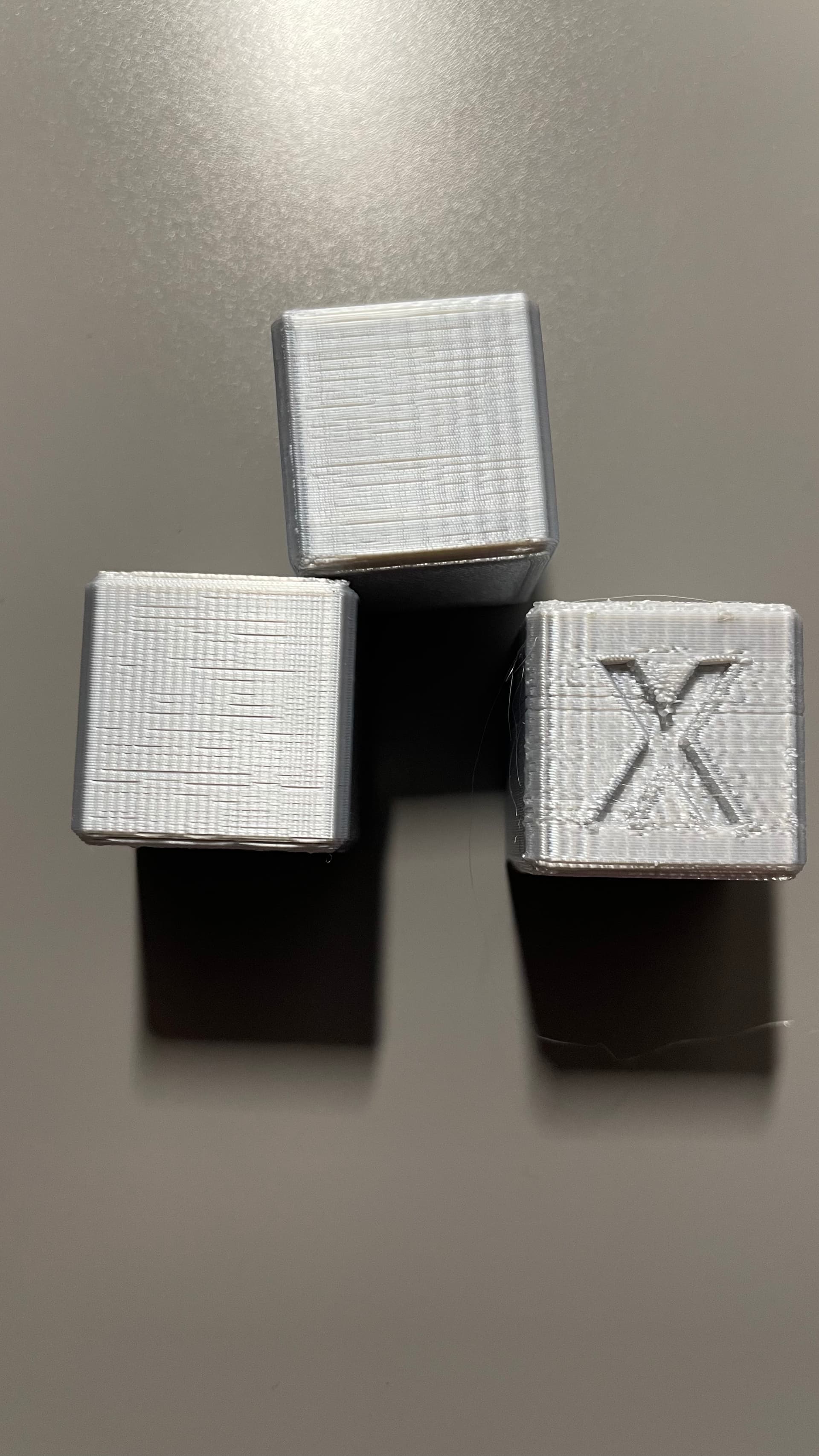
Habe schon mit den Temperaturen von 215-235 herumexperimentiert, genauso wie die Druckgeschwindigkeit von 30-70mm/s und auch den Fluß mal auf 110% erhöht leider immer das problem wit Lücken in den Schichten ( siehe Bild). Filament läuft direkt aus dem Trockner.
Arbeite mit Creality Print, falls das noch von Bedeutung wäre.
Originally that printer came with a 0.4 nozzle and you changed to a 0.2.
There would be some profile changes to make for that nozzle. I’m not sure what they are but
I’d like to see a pic of what your first layer looks like to get a better idea of what your printer is doing.
Have you had problems before you changed the nozzle.?
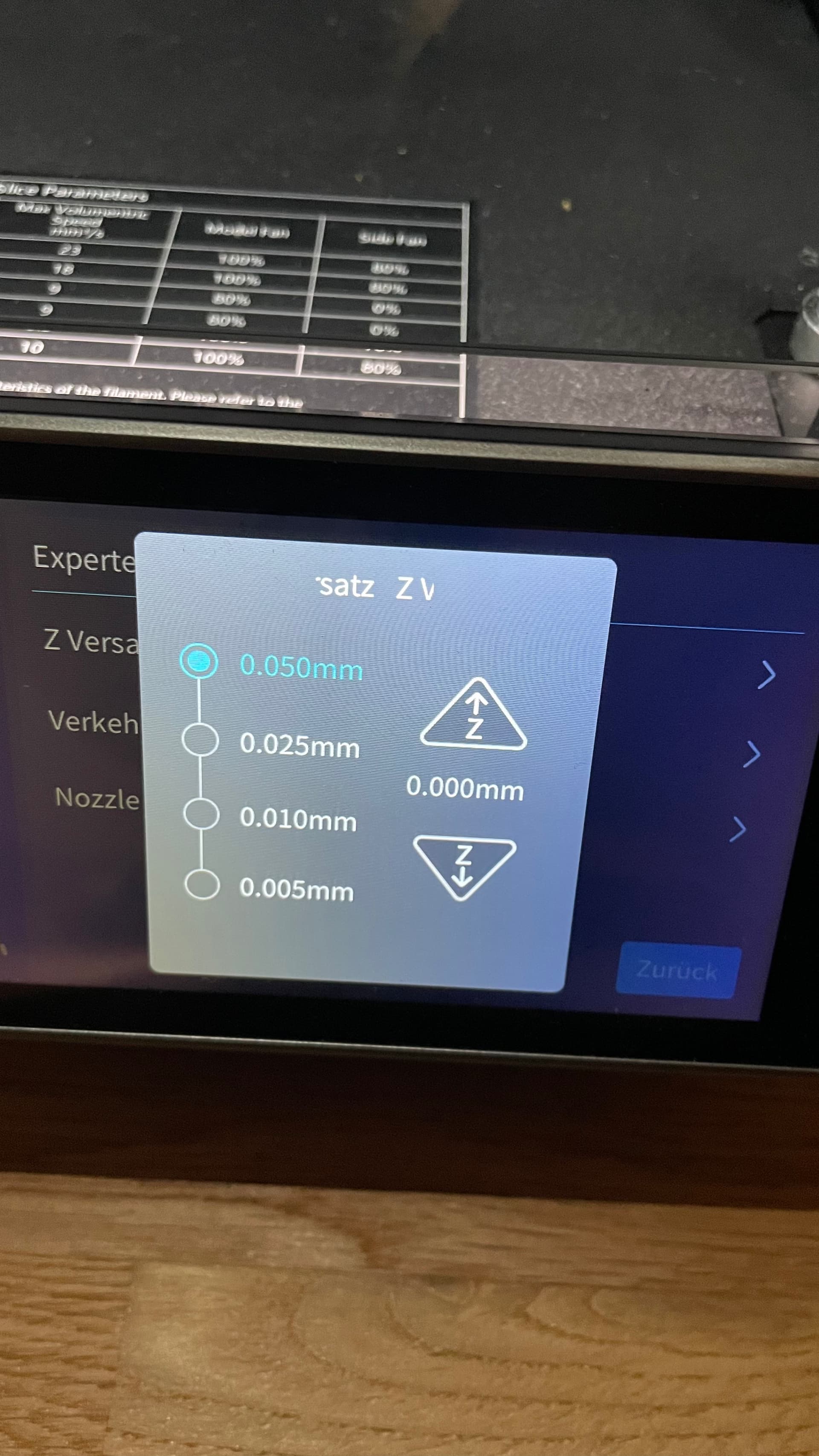
On the K1 Screen Menu options you can change the Z Offset while it’s printing to watch the first layer and make adjustments.
Options / System / Expert Mode / Z Offset
Make small adjustments. Moving the nozzle closer to the bed could squish the layer together better…
Just something to try…
Google Translate:
Ursprünglich war dieser Drucker mit einer 0,4-Düse ausgestattet, und Sie haben auf eine 0,2-Düse umgestellt.
Für diese Düse müssten einige Profiländerungen vorgenommen werden. Ich bin mir nicht sicher, was sie sind, aber
Ich würde gerne ein Bild davon sehen, wie Ihre erste Ebene aussieht, um eine bessere Vorstellung davon zu bekommen, was Ihr Drucker tut.
Hatten Sie Probleme, bevor Sie die Düse gewechselt haben?
In den K1-Bildschirmmenüoptionen können Sie den Z-Versatz während des Druckens ändern, um die erste Ebene zu beobachten und Anpassungen vorzunehmen.
Optionen / System / Expertenmodus / Z-Versatz
Nehmen Sie kleine Anpassungen vor. Wenn Sie die Düse näher an das Bett heranführen, könnte die Schicht besser zusammengedrückt werden …
Nur etwas zum Ausprobieren…
Auf dem Bildschirm, der an der Maschine angebracht ist:
In den K1-Bildschirmmenüoptionen können Sie den Z-Versatz während des Druckens ändern, um die erste Ebene zu beobachten und Anpassungen vorzunehmen.
Optionen / System / Expertenmodus / Z-Versatz
Nehmen Sie kleine Anpassungen vor. Wenn Sie die Düse näher an das Bett heranführen, könnte die Schicht besser zusammengedrückt werden …
Nur etwas zum Ausprobieren…
Have you changed the 0.4 nozzle to a 0.2 nozzle? Or are you printing with the 0.4 nozzle at a 0.2mm layer height?
I would recommend performing a retraction test and also a flow rate test within your slicer to be sure your printer is extruding the correct amount of filament.
I have used the Overture silk PLA and after calibration I have not run into any of these issues.
Haben Sie die 0,4-Düse gegen eine 0,2-Düse ausgetauscht? Oder drucken Sie mit der 0,4-Düse bei einer Schichthöhe von 0,2 mm?
Ich würde empfehlen, einen Rückzugstest und auch einen Durchflusstest in Ihrem Slicer durchzuführen, um sicherzustellen, dass Ihr Drucker die richtige Menge Filament ausgibt.
Ich habe Overture Silk PLA verwendet und nach der Kalibrierung bin ich auf keines dieser Probleme gestoßen.
After you’ve done the test mentioned by @Nikoli you can use this screen to set your Z Offset.
Nachdem Sie den von @Nikoli erwähnten Test durchgeführt haben, können Sie diesen Bildschirm verwenden, um Ihren Z-Offset festzulegen.
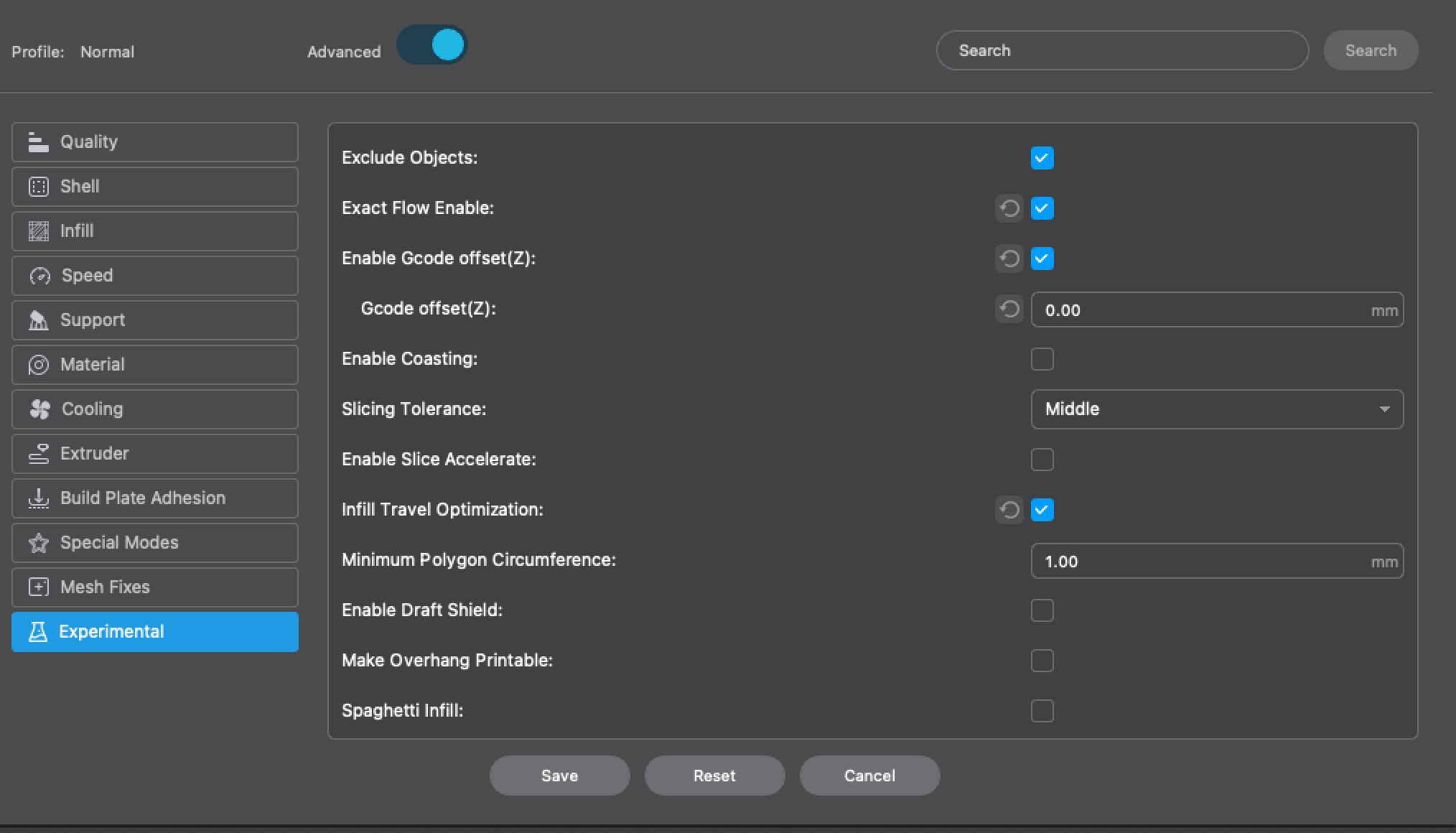
Ok if you have changed the nozzle to a 0.2 then you will need to make several changes to your settings to ensure you are not trying to push too much filament.
As a general rule this should be the settings required for a 0.2mm nozzle…
Setting the Z Offset using the screen on the printer is temporary for that print. It will go back to default on the next print. If you want to keep that adjustment set the Z Offset in the slicer settings.
Das Einstellen des Z-Versatzes über den Bildschirm des Druckers ist für diesen Druck vorübergehend. Beim nächsten Druck wird die Standardeinstellung wiederhergestellt. Wenn Sie diese Anpassung beibehalten möchten, stellen Sie den Z-Versatz in den Slicer-Einstellungen ein.