I bought a new CoPrint for the Ender-3 V2 and have run into a bit of a problem. Several prints worked (although the retraction for the color kept screwing up), but then I downloaded the new cfg CoPrint told me to and now I have a “Move exceeds maximum extrusion” error using Orcaslicer.
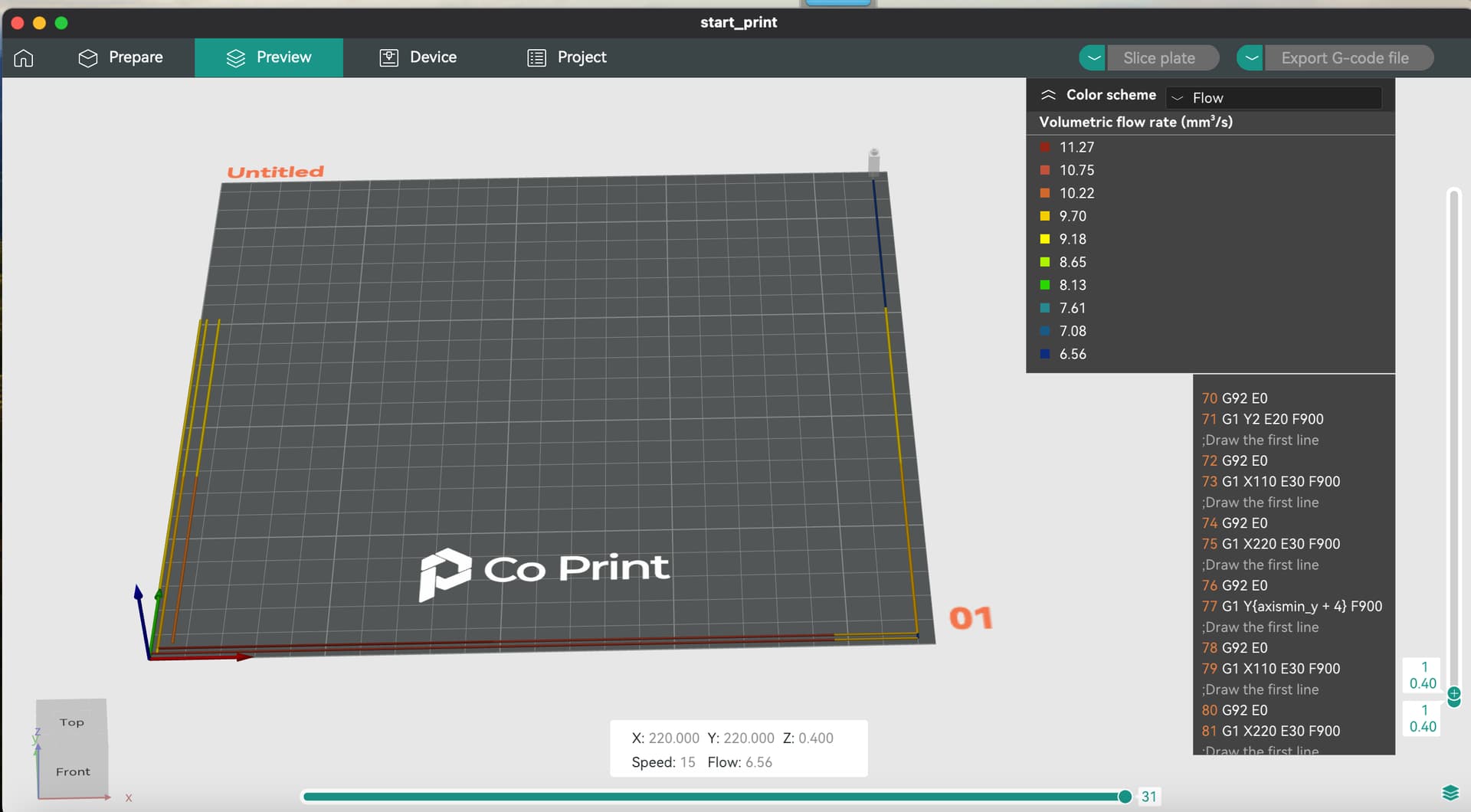
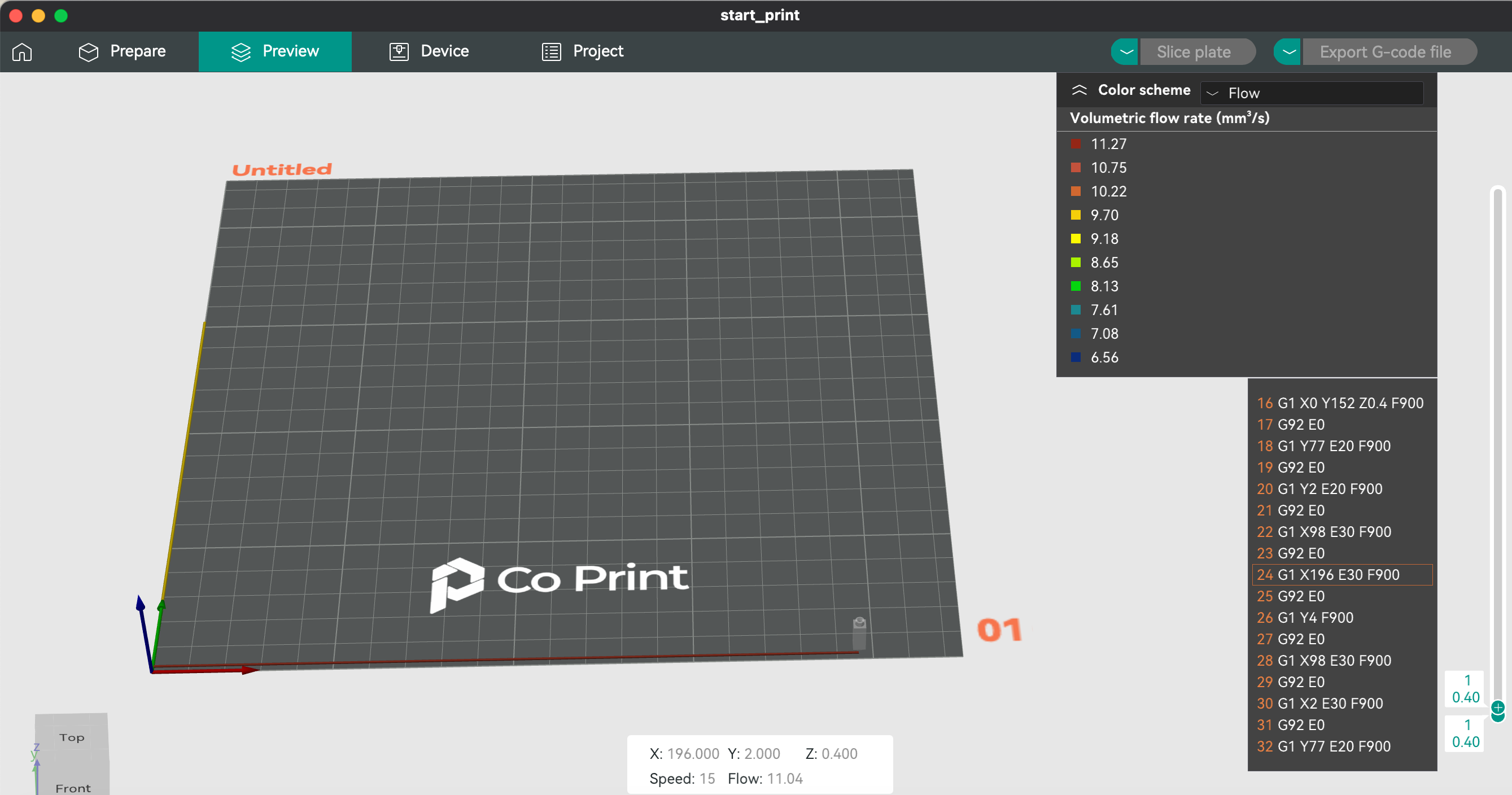
I have researched the problem and troubleshot for quite a bit. I have adjusted relative vs absolute extrusion, I have adjusted both “max_extrude_only_distance: 300.0” and “max_extrude_cross_section:10”, and dropped M82 and M83s everywhere and still cannot get this error message to quit. I think it was doing okay with the first prints because I started with a reduced bed size (less then 200), just to test the color changes and when I put the correct bed size in with the new cfg, its all jacked up. I converted the “start_print” macro to a Gcode and tried to see if the flow rate was the problem…below is the picture, shows 11, but had a flow rate of 14 and still got the error. My code and pictures are below if anyone can figure it out…I am lost and CoPrint hasn’t gotten to my message yet.
[gcode_macro START_PRINT]
gcode:
{action_respond_info("MACRO: start_print")}
{% set BED_TEMP = params.BED_TEMP|default(60)|float %}
{% set EXTRUDER = params.EXTRUDER|default(0)|int %}
{% set EXTRUDER_TEMP = params.EXTRUDER_TEMP|default(200)|float %}
{% set axismax = printer.toolhead.axis_maximum %}
{% set axismin_x = printer.toolhead.axis_minimum.x %}
{% set axismin_y = printer.toolhead.axis_minimum.y %}
RESPOND TYPE=echo MSG="Axis Max: {printer.toolhead.axis_maximum}"
RESPOND TYPE=echo MSG="Axis Min: {printer.toolhead.axis_minimum}"
# Home the printer
G28
#BED_MESH_CALIBRATE #removed since no bed mesh
# Heat bed for probing
M190 S{BED_TEMP}
# Use absolute coordinates
G90
#BED_MESH_PROFILE LOAD=default #removed since no bed mesh
G1 Z10 F450
{action_respond_info("Print Start")}
M109 S{EXTRUDER_TEMP}
T{EXTRUDER}
{% if axismax.x > 196 %}
{action_respond_info("Using Axis Max > 196")}
G92 E0
G1 X0 Y152 Z0.4 F900
G92 E0
G1 Y77 E20 F900
G92 E0
# G1 Y2 E20 F900
G1 Y10 E20 F900
# I think it fails here with E30.
# Total extrusion length at this time is 40+30 = 70 + 30 = 110
# Probably should only be 100
#G92 E0
#G1 X98 E30 F900 ; Failes here
#G92 E0
#G1 X196 E30 F900
#Replacement code
G92 E0
G1 X65 E20 F900
G92 E0
G1 X130 E20 F900
G92 E0
G1 X195 E20 F900
#End Replacement Code
G92 E0
# G1 Y4 F900
G1 Y12 E20 F900
# Expect problem here too! E30
#G92 E0
#G1 X98 E30 F900
#G92 E0
#G1 X2 E30 F900
# Replacement cdoe
G92 E0
G1 X98 E20 F900
G92 E0
G1 X2 E20 F900
#End Replacement code
G92 E0
G1 Y77 E20 F900
G92 E0
G1 Y152 E20 F900
G92 E0 ;Reset Extruder
G1 X6 F900
G92 E0
G1 Y77 E20 F900
G92 E0
G1 Y6 E20 F900
G92 E0
{% else %}
{% if axismax.y > 153 %}
{action_respond_info("Using Axis Max > 153")}
G92 E0 ;Reset Extruder
G1 X{axismin_x + 2} Y152 Z0.4 F900 ;Move to start position
G92 E0
G1 Y77 E20 F900 ;Draw the first line
G92 E0
# G1 Y2 E20 F900 ;Draw the first line
G1 Y10 E20 F900 ;Draw the first line
G92 E0
G1 X{axismax.x / 2} E30 F900 ;Draw the first line # Expect a fail here!
G92 E0
G1 X{axismax.x - 2} E30 F900 ;Draw the first line # Expect a fail here!
G92 E0
# G1 Y{axismin_y + 4} F900 ;Draw the first line
G1 Y{axismin_y + 12} F900 ;Draw the first line
G92 E0
G1 X{axismax.x / 2} E30 F900 ;Draw the first line # Expect a fail here!
G92 E0
G1 X{axismin_x + 4} E30 F900 ;Draw the first line # Expect a fail here!
G92 E0
G1 Y77 E20 F900 ;Draw the first line
G92 E0
G1 Y152 E20 F900
G92 E0
{% else %}
{action_respond_info("Else Axis")}
G92 E0 ;Reset Extruder
G1 X{axismin_x + 2} Y{axismax.Y - 2} Z0.4 F900 ;Move to start position
G92 E0
G1 Y{axismax.Y / 2} E20 F900 ;Draw the first line
G92 E0
# G1 Y2 E20 F900 ;Draw the first line
G1 Y10 E20 F900 ;Draw the first line
G92 E0
G1 X{axismax.x / 2} E30 F900 ;Draw the first line # Expect a fail here!
G92 E0
G1 X{axismax.x - 2} E30 F900 ;Draw the first line # Expect a fail here!
G92 E0
# G1 Y{axismin_y + 4} F900 ;Draw the first line
G1 Y{axismin_y + 12} F900 ;Draw the first line
G92 E0
G1 X{axismax.x / 2} E30 F900 ;Draw the first line # Expect a fail here!
G92 E0
G1 X{axismin_x + 4} E30 F900 ;Draw the first line # Expect a fail here!
G92 E0
G1 Y{axismax.Y / 2} E20 F900 ;Draw the first line
G92 E0
G1 Y{axismax.Y - 2} E20 F900
G92 E0
{% endif %}
{% endif %}
G92 E0 ;Reset Extruder
{action_respond_info("Complete")}
Any help would be appreciated, thank you!