I know the V3 Plus has an automatic belt tensioner for the XZ, but it is WAY too tight. I have followed the video to tension the XZ belts and they are still too tight. The print quality out of the box is terrible. Do I have a lemon? Has anyone else done a VFA test?
There has to be a better way to tension the belts.
I just got the Ender-3 V3 Plus last week and it printed great out of the box. I never thought to do a VFA test but I’m running one now and will compare your pics…
PLA
(Temps I use for PLA)
Nozzle: 220°C
Bed: 55°C
I’ve tried multiple filament rolls. Everything looks bad. The VFA print test gives an indication of mechanical issues with the printer and is usually independent of your filament (as long as your filament settings are good).
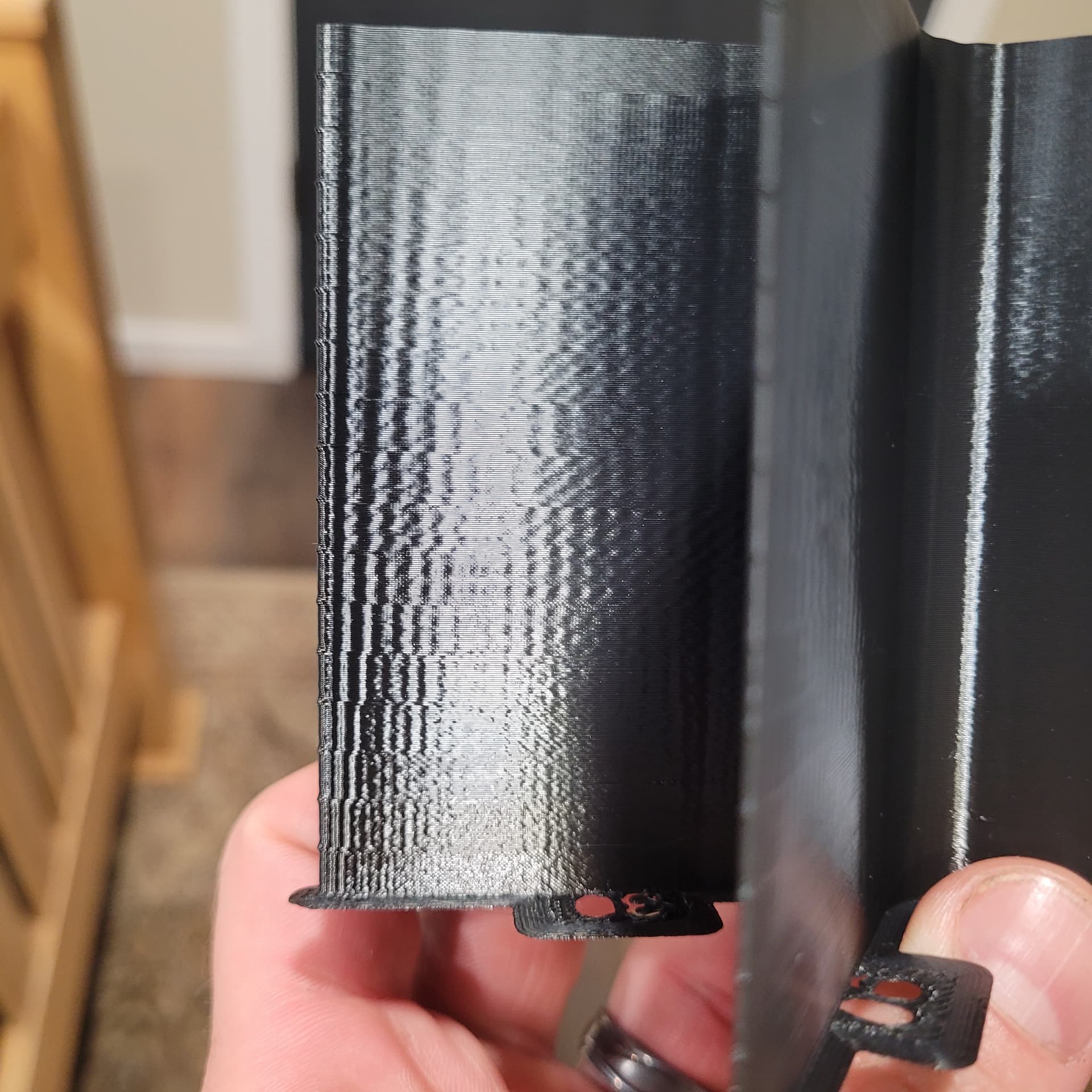
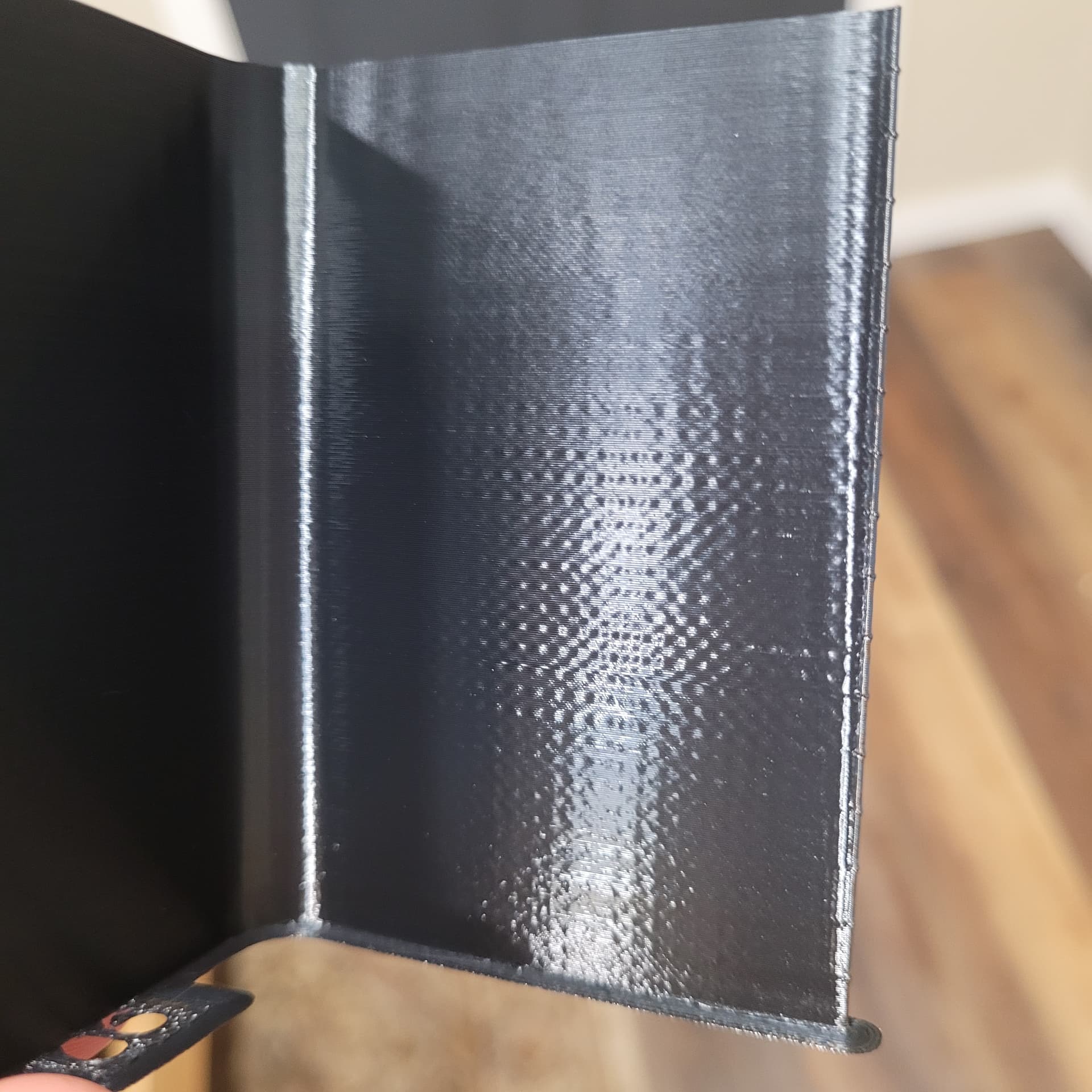
On my K1C I’ll get VFAs up to around 100mm/s, but the V3 plus has them all the way to 180mm/s which is not good. This is usually a good indication that the belt tension is too tight since it is transferring the teeth to the print.
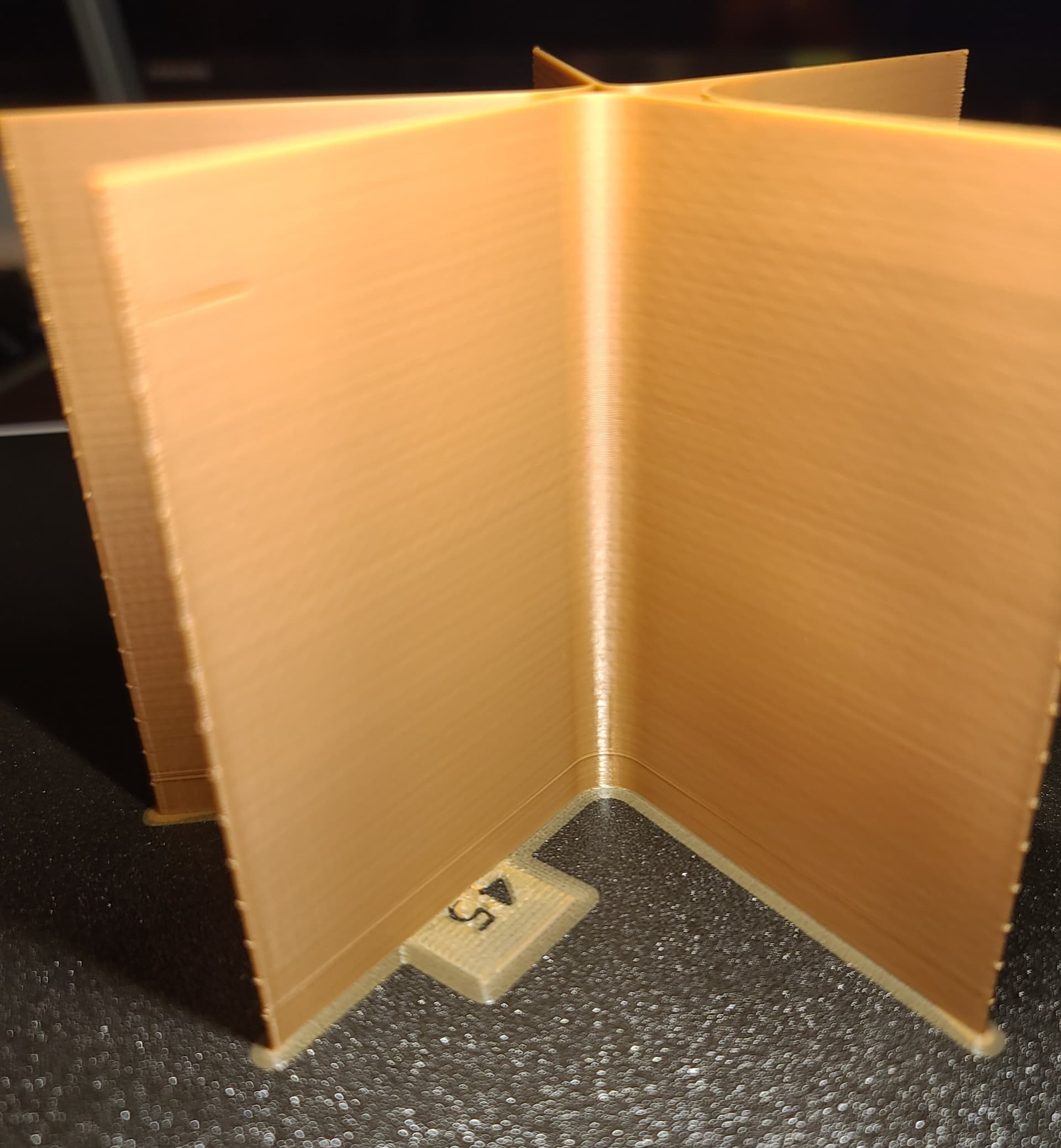
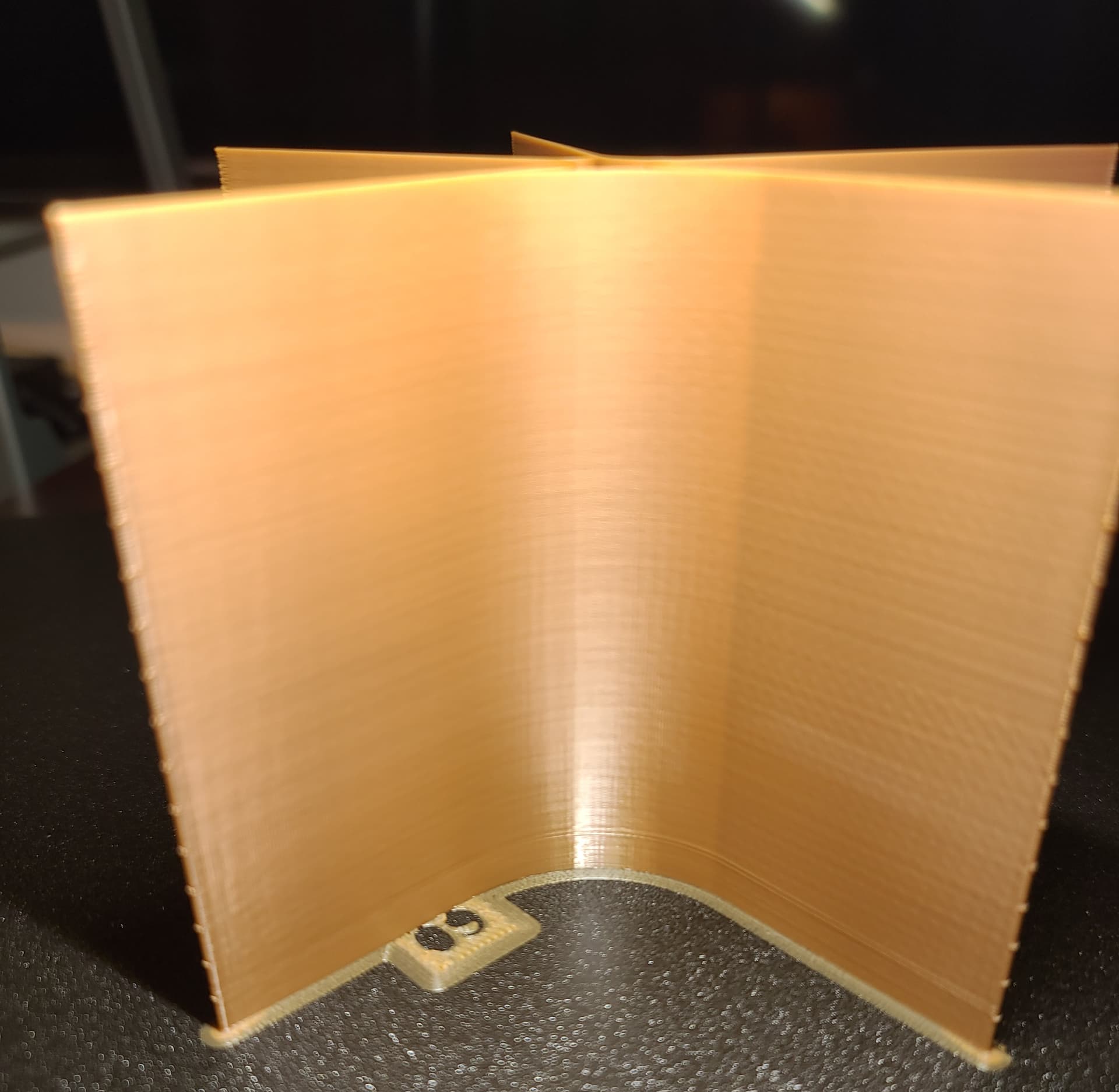
So here are some pics of the VFA test for the Ender-3 V3 Plus. I see you’ve done some research on this as I don’t really know much about it so lets see what you think… Thanks…
Sorry about the picture quality…
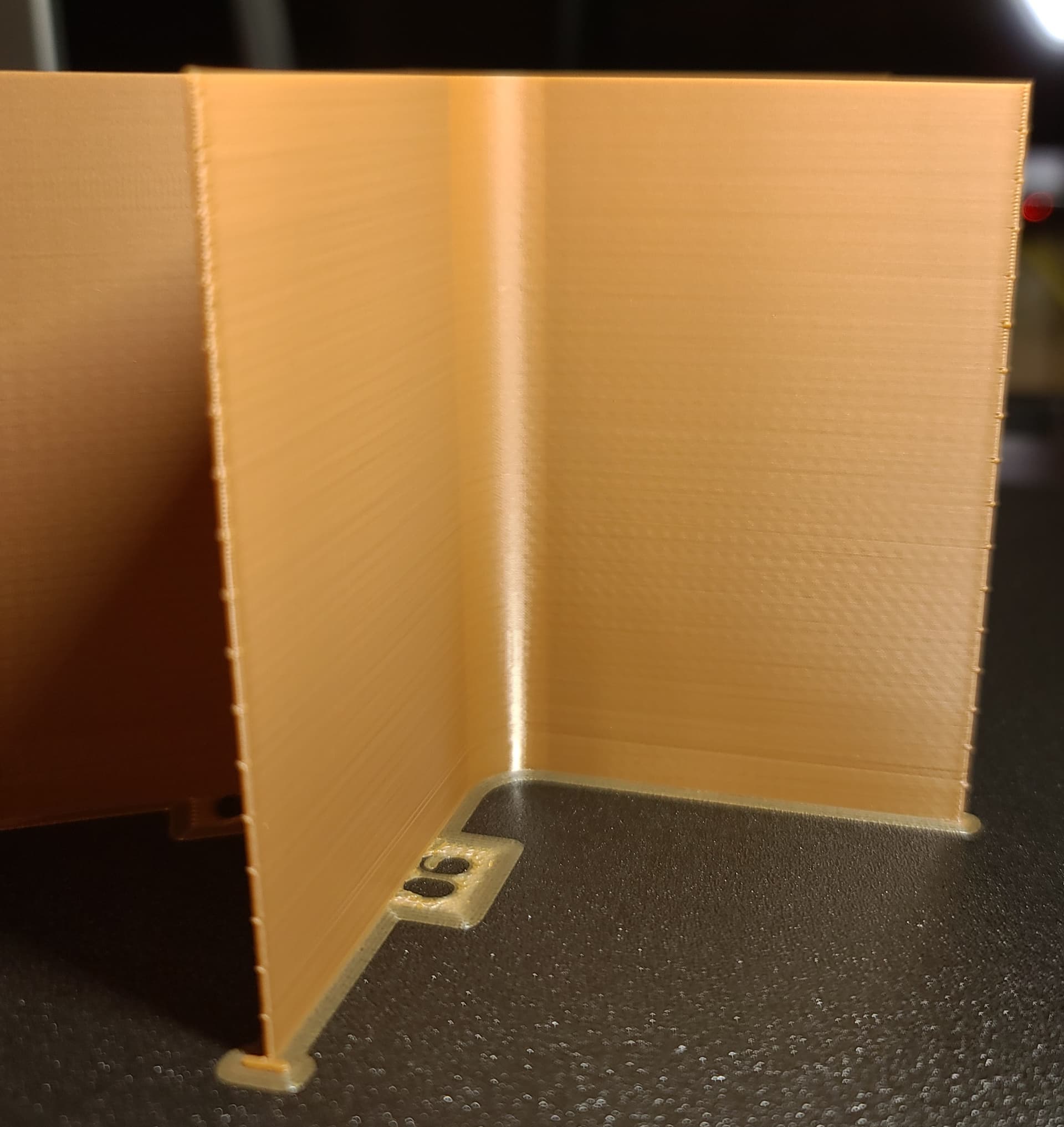
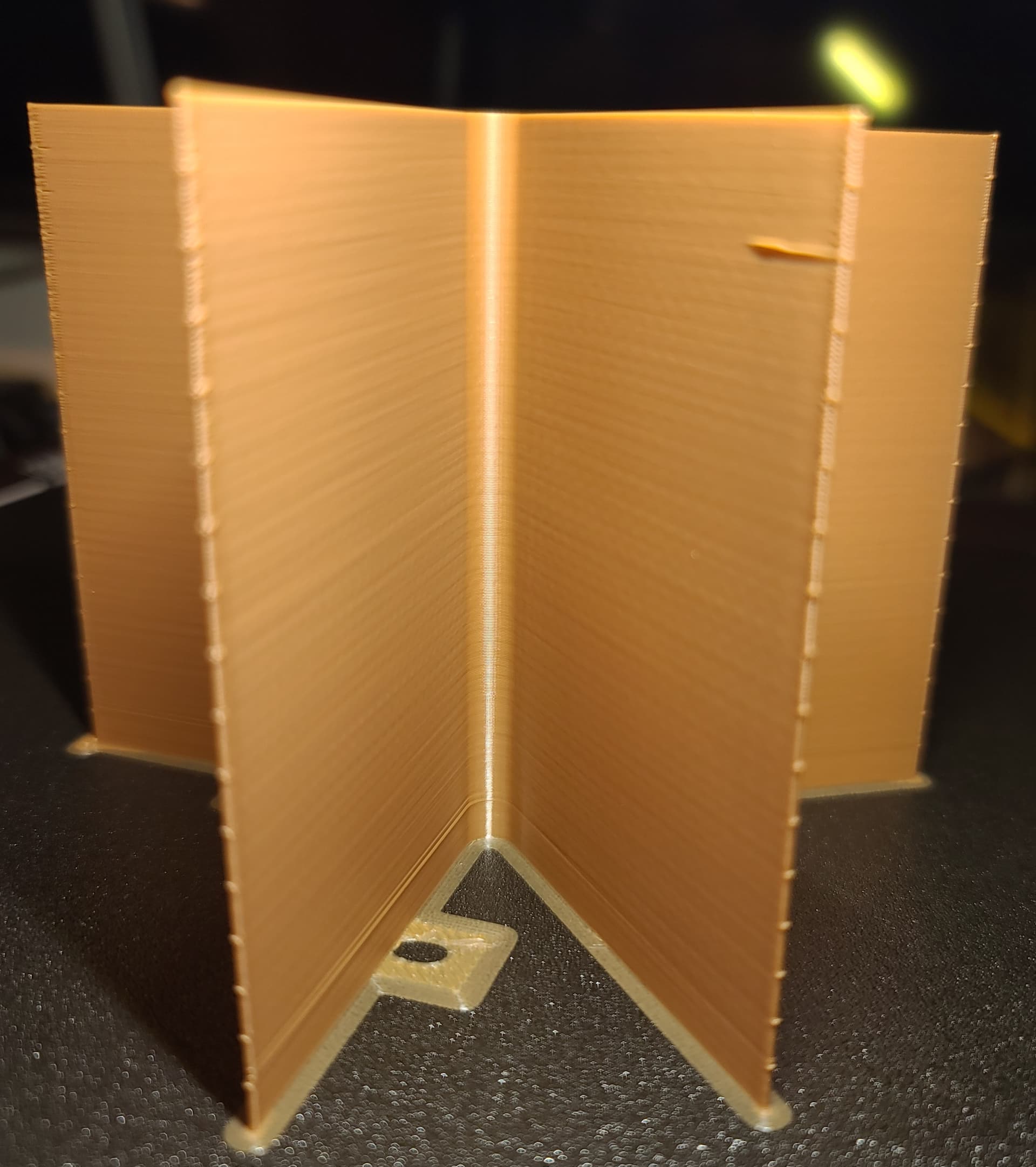
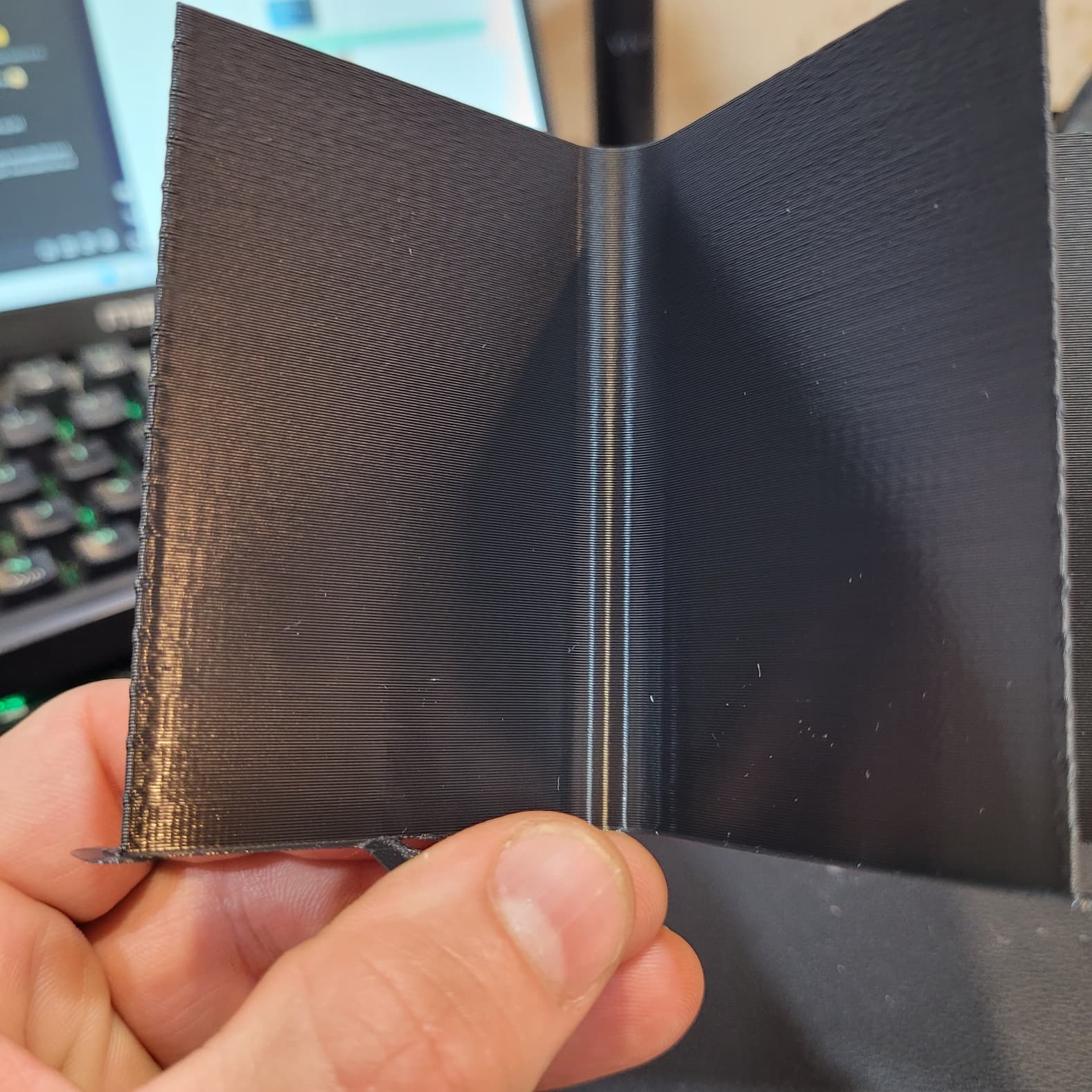
I have verified that the belt tensioner on the Ender 3 V3 Plus is applying too much tension. The following photo is with the tension on the least amount possible. I loosened the tension on both corners and pressed it up as far as possible and then tightened it down again. You can easily see the reduction in VFAs. However, there is a reduction in fidelity of the layer lines. I need to do more testing to verify the impact, but the overall quality of the walls has significantly improved.
I also reduced the tension on the Y-axis belt. This reduced the VFAs. The problem with this is that you will likely encounter belt slipping at high speeds/acceleration.
Update: I have uncovered a couple other issues as I have been trying to get my print quality to an acceptable level. I noticed rattling in the Z bearings as well as the y-axis bearings. I removed the bearings and there is no grease packed in them. I came across Prusa’s build guide from one of their MK series and they describe the process of packing the bearings for the rods. I printed a bearing packer and packed the Y-axis bearings. All the slop and rattle is now gone. I can no longer hear the balls when sliding the bed either. I’m pretty confident that if I can figure out how to pack the Z bearings I’ll get much better print quality. That will be quite an endeavor though since I’ll have to remove the belts.
Hello… having same issues with my V3 PLUS i have other printers and the v3 plus has a lot of VFA (Wich i have partially fixed rooting it and running the input shapper tunning to get to different values on x and y.
But the worst is that “over tension” on the belts… no way to get them loose, i already tried tu decompress the spring to the opposite direct as the tutorial tell us how to do it but i dont get any improvement.
It would be great if you can take pictures of your process for other v3 plus owners that has similar problems.
Thanks!
I also spent a lot of time looking for a solution. I noticed some important things:
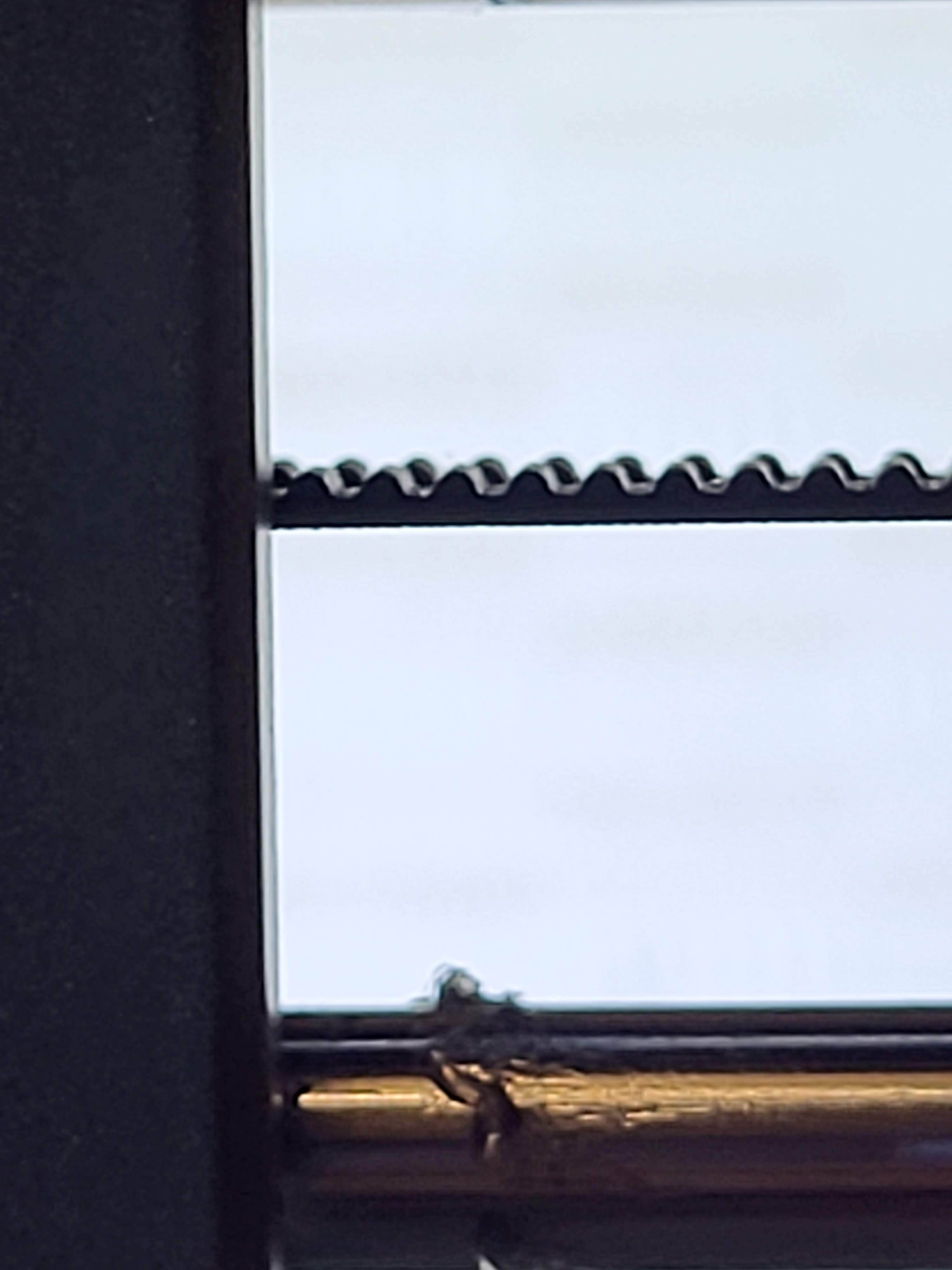
don’t let the two belt’s teeth aligned together, this cause a strong rattle. If you look the belt next to the printhead, you should see this //////. If you see this /_/_/, the VFA will be stronger. So you may disalign the belts to get smoother glide on the pulleys.
Because of the belts does the bed leveling during the print (Z axis is belt moved), the belts are always moving compensating the bed level. I’ve done the bed leveling by entering the Klipper website of the printer, looking the “bed mesh” screen, hovering the mouse over the mesh and calculate the difference between the lowest and highest points. I bought some ultra thin adjusting washers and leveled the bed to almost flat. I bought 50pcs 0.1mm thin M4x8 washer. https://www.aliexpress.com/item/1005002301164770.html