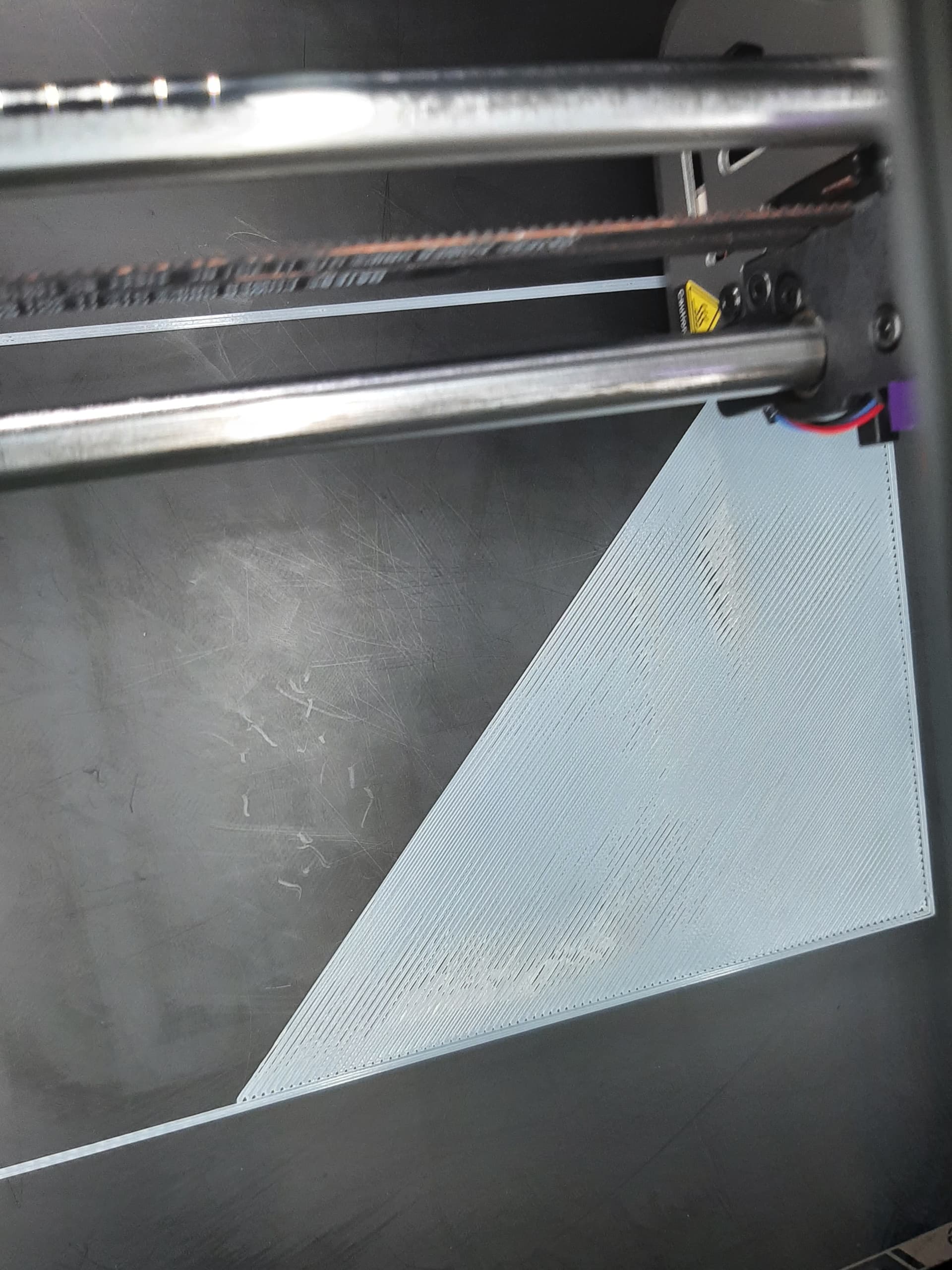
Just started a very large print, small and medium sized have been pretty fantastic. On the first layer of the large print this started happening (image).
What could be the cause as the extrusion seems to be low but then catches up and hasn’t been an issue until this larger print.
Using 0.6 nozzle and the default setting for it in creality print with hyper pla at 220 and bed temp 60 (not had luck at 45-55).
And yes i know switch slicers… but any advice beyond that? Thanks!
There seems to be a fair bit of gapping between the laid lines. I would recommend checking that your line widths are set correctly for a 0.6 nozzle and that you are not using 0.4 nozzle values.
I would also recommend running a flow calibration test on the 0.6 nozzle to ensure you are actually get the correct amount of material extruded. If your flow rate turns out to be fine then I would recommend lowering your Z offset by approx 0.05mm.
I don’t think it was the issue. I cleaned the entire bed just before starting the print. I did start the print with a messed up z-offset, but I fixed this pretty quick before the first layer finished. I am noticing gaps between the inner walls and these initial layers, generally comes out fine, but in some places as it is printing it is thinner or less over-lapped than I would think it should be. I may need to dial in my flow rate and pressure advance a bit more. Will see what I can work out, but I will need to see if the fix above works so I can use the calibration tests within creality print. Really trying to sit with this slicer in hopes they improve it.
Thanks Nikoli, This is where I am at as well. Going to see if I can tune it in better. I am a newer 3d printer user so still learning and I very much appreciate the help all of you guys have given so far!
Actually, maybe another question so I have it when I need it. Since I am rooted, where is the best place to configure my pressure advance and flow rate settings? I know there is pressure advance and retraction specific areas within the printer.cfg. But should I be using or not using the different settings within Creality print as well (for example: Slicer settings: Material flow vs Manage Material: Material flow ratio vs printer.cfg or Manage Material: Enable pressure advance vs Slicer settings: enable pressure advance vs Slicer settings: Experimental Exact flow enable vs printer.cfg).
I think my biggest knowledge gap is understanding how these settings interact (negate, add to or get omitted) based on what the slicer outputs and what is in the printer.cfg. While I can look up the info on the specific settings in either klipper or creality print specific resources it does not explain which takes priority or interact.
Usually when you do the tests for flow rate and pressure advance the calibration guide should give you the steps needed to calibrate along with how to change the parameters. Usually the main one to concentrate on is the flow rate as this will ensure your extruder is despensing the correct amount of filament during the prints. The flow rate adjustments are usually made within the slicer. The pressure advance adjustments are usually done via the printers config files.