Seems to be a problem with a lot of people, including me. The bed is a taco but I can do prints but with larger ones there is some warping. With that said, what are the sources of glass beds for the K2 plus? Please posts links, video, etc on how you did this. Also remembered seeing an after market aluminium milled flat bed but can’t seem to find it again.
If anyone has does one or both of these on the K2 plus would love to get more details on it. Thanks in advance.
Whatever you do, do NOT buy a new hotbed from Creality!
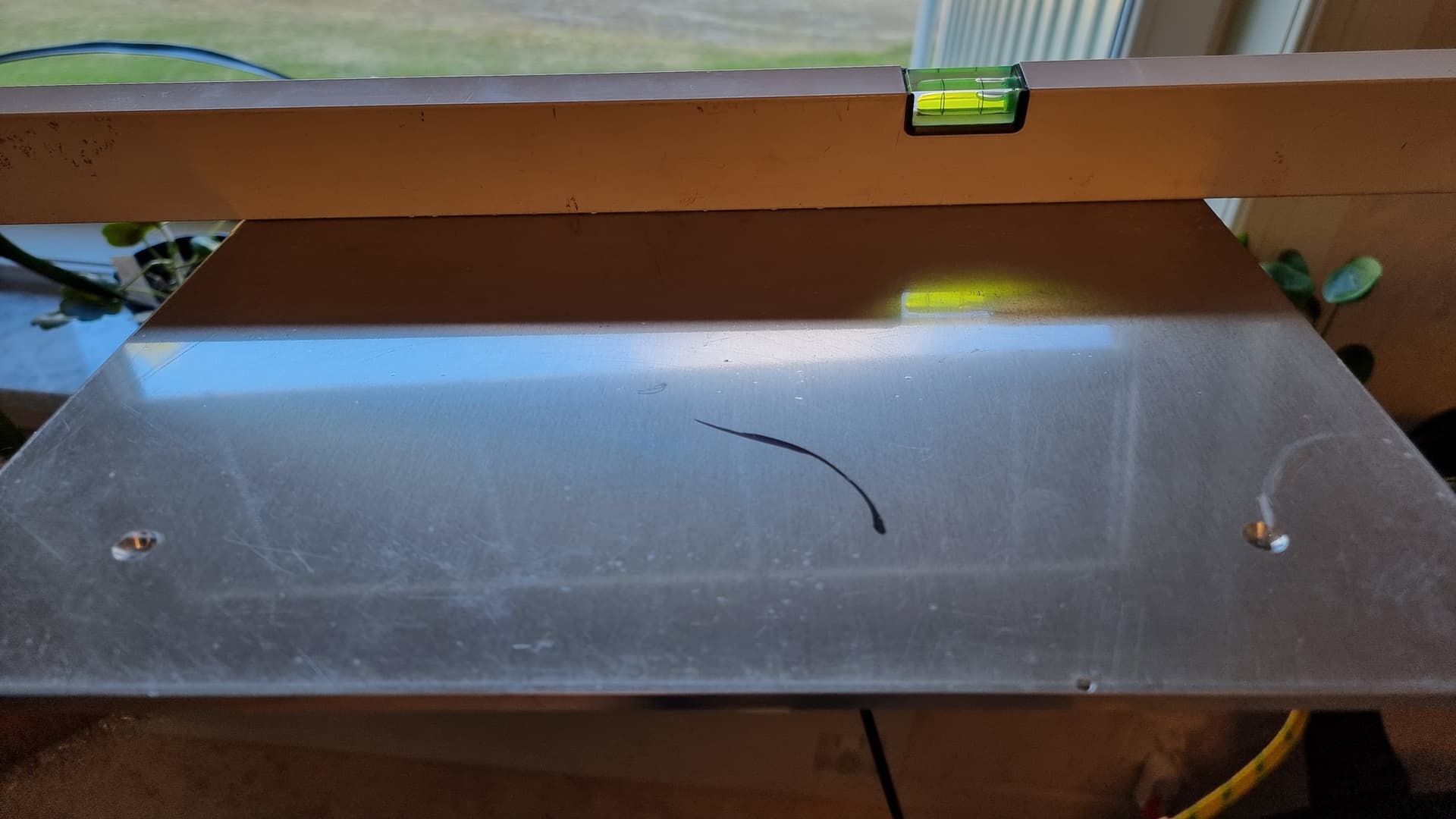
I received my replacement bed today, and you can see for yourself in the pictures how flat it is! The gap is about 1 mm at the largest spot.
I’m getting really fed up with this machine now…
I used a 1/4” tooling plate on my K1 Max. I just fastened the tooling plate right on top of the existing bed. It’s a bit expensive, particularly for the K2, but tooling plates are guaranteed to be flat to within very small tolerances.
Doesn’t calibration alleviate the issue with warping?
And from what I’ve read, the bed is relatively flat, it’s the PEI plate that has a little curve in it.
And lifting the plate to remove prints probably doesn’t help flatten it.
But again, why does the printer go through the calibration run if it wasn’t trying to correct the head position in relation to the plate.
You’d hope so but it doesn’t help, and nor does using the bed adjustment screws because the issue isn’t the main orientation of the bed but that it’s curved. Lifting one corner of the bed actually pushes down the other 3 corners ever so slightly and vice-versa.
I think you’re right that it’s mostly the plate on top of it and that its corners are making the bed even worse (I do believe that the beds are not well produced). I’ve bought a brand new PEI plate and it’s still the same. I did once flip over the PEI plate and for one calibration on the smooth side, got an almost flat mesh, but I’ve never been able to replicate it even with the new one.
I’ve got a new bed on the way from Creality support after I complained, I’m going to check it for flatness before it goes near the printer just to see for myself - it’s not so easy to do with the bed in place inside the printer.
After my complaint about the hot bed to Creality, they sent me a new one. It was just as deformed as the first.
Quality control doesn’t seem to be a high priority at Creality.
I was thinking about doing the same thing - do you print directly on top of the glass? What was the before and after mesh look like? If you would post a pic of your K2 would be appreciated.
Sorry, I’m in the wrong comment section I guess. My printer is the old ender 3 Pro. I couldn’t get anything to stick with it. Just a piece of `1/16 picture glass. Wash it with dish detergent, rinse well and dry. Takes a bit to heat up and takes about 5 deg off the temperature, but just compensate for that.
Yes, calibration allows you to get good first layer print (but not for everyone).
But what if you need to print engineering part that need to be flat. Warped bed means you will get bent print. And not just at the bottom of the print, its goes all the way trough the entire print. I test printed a long 10x10x240mm along the Y axis, and the result is a consistent height bar of 10mm, but warped, just like a bridge.
I like the sound of that Graphite bed, because with the stock beds (and I presume any aluminium bed) however flat it is at the start, it will warp as it heats up, due to it being constrained at it’s mounting points during expansion. I’ve managed to get my bed quite flat when cold, but when heated to 105degrees for ABS (my main material) it curves like a taco again.
Further, in reply to the comment about “doesn’t the printer probe the bed and create a mesh” - with mine the probing and mesh creation seems very inconsistent, being radically different each time it’s run (even if I run several runs in succession) so the bed probe sensor seems very hit-and-miss!
In addition, the auto-bed-mesh-leveling, at least on the current firmware version, seems to be less than 100% applied. Meaning, after ABL, if I try to print a 300x300x0.2mm cube, high spots and low spots can still be seen in the result - like as if the ABL was only somewhat-applied. If it were 100% corrected, it should lay down a perfectly even layer but it certainly does not.