To put your mind at ease, that is not broken. That screen is only there for informational purposes. Think of that as a very exaggerated topographic map of what the probe saw when it performed the bed leveling test.
This mesh shows a real but not unusual mechanical deviation, not a software or firmware problem.
The bed has roughly ~0.5 mm peak-to-valley variation, with one corner significantly lower than the rest. That’s well beyond noise, but that’s the whole purpose of bed leveling. The printer probes the surface, creates a map of vertical deviations and then the firmware compensates for those deviations during nozzle movement.
This is not caused by slicer behavior or the printer firmware. It’s the physical reality of the bed, carrier, gantry, or magnetic plate stack-up. FYI: No printer is perfectly flat. Many consumer printers ship in this range and print fine as long as first-layer settings are reasonable.
Unless you’re experiencing bed adhesion issues, there is nothing to be concerned about.
Having said that, you can run a first layer test which will show real world performance and determine if there is a first layer issue. Even so, usually first layer issues are caused by dirty build plates or improper filament temperature calibration.
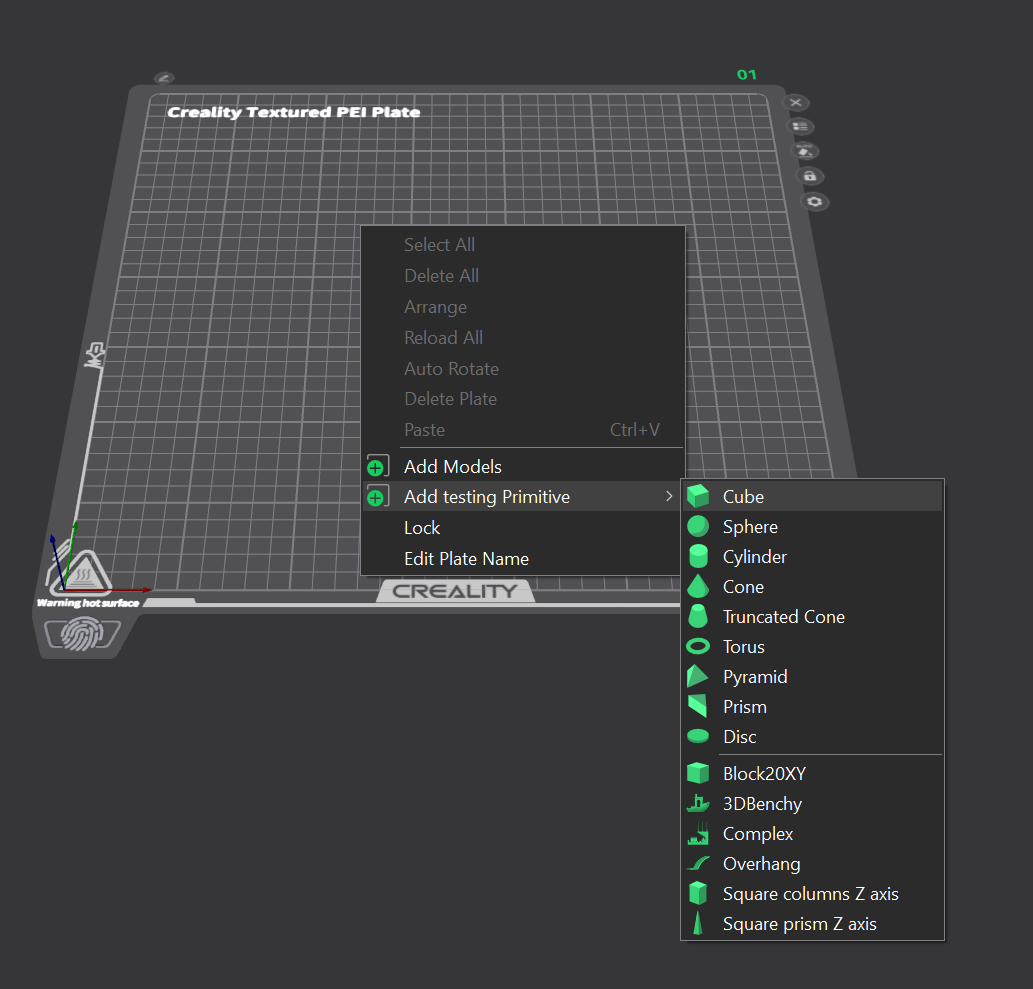
Here’s a simple first layer test that doesn’t require downloading any fancy models. This is done all inside the slicer:
- Right-click and select Cube Primitive
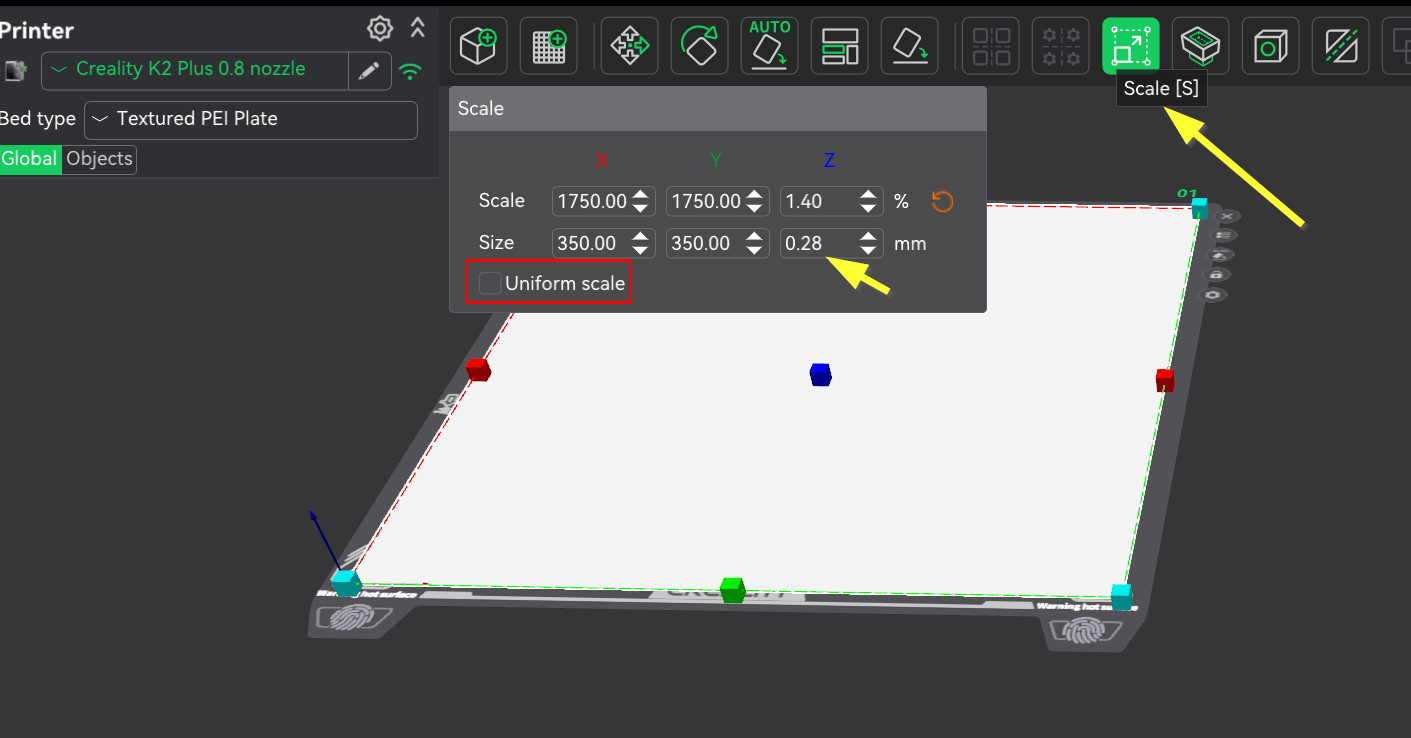
- Using the size tool, scale the cube to the size of the build plate but make the cube height no more than 50% of the nozzle width. So for a 0.40mm nozzle, 0.28mm height is fine. In my case, I have a 350mm build plate so this is what it would look like:
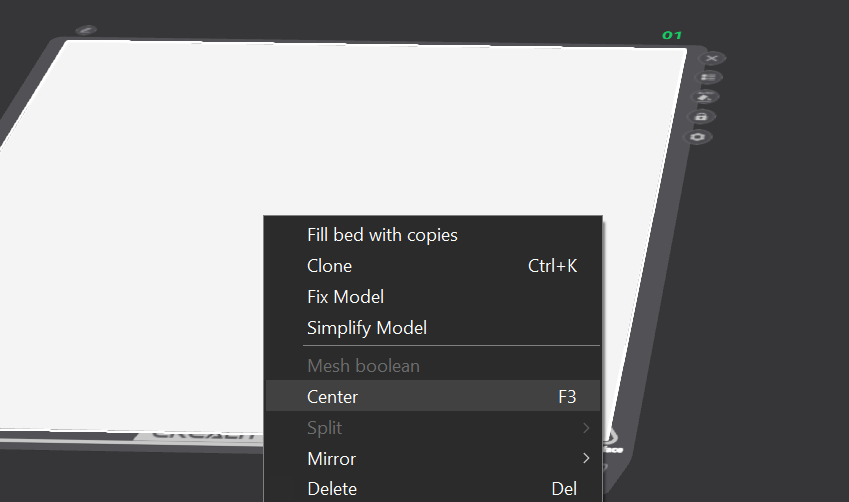
- If the slicer complains that the model is too large or is protruding off the build plate, first right click and select center(F3 hotkey) and then if that doesn’t work, go back and resize the W and H to until it fits.
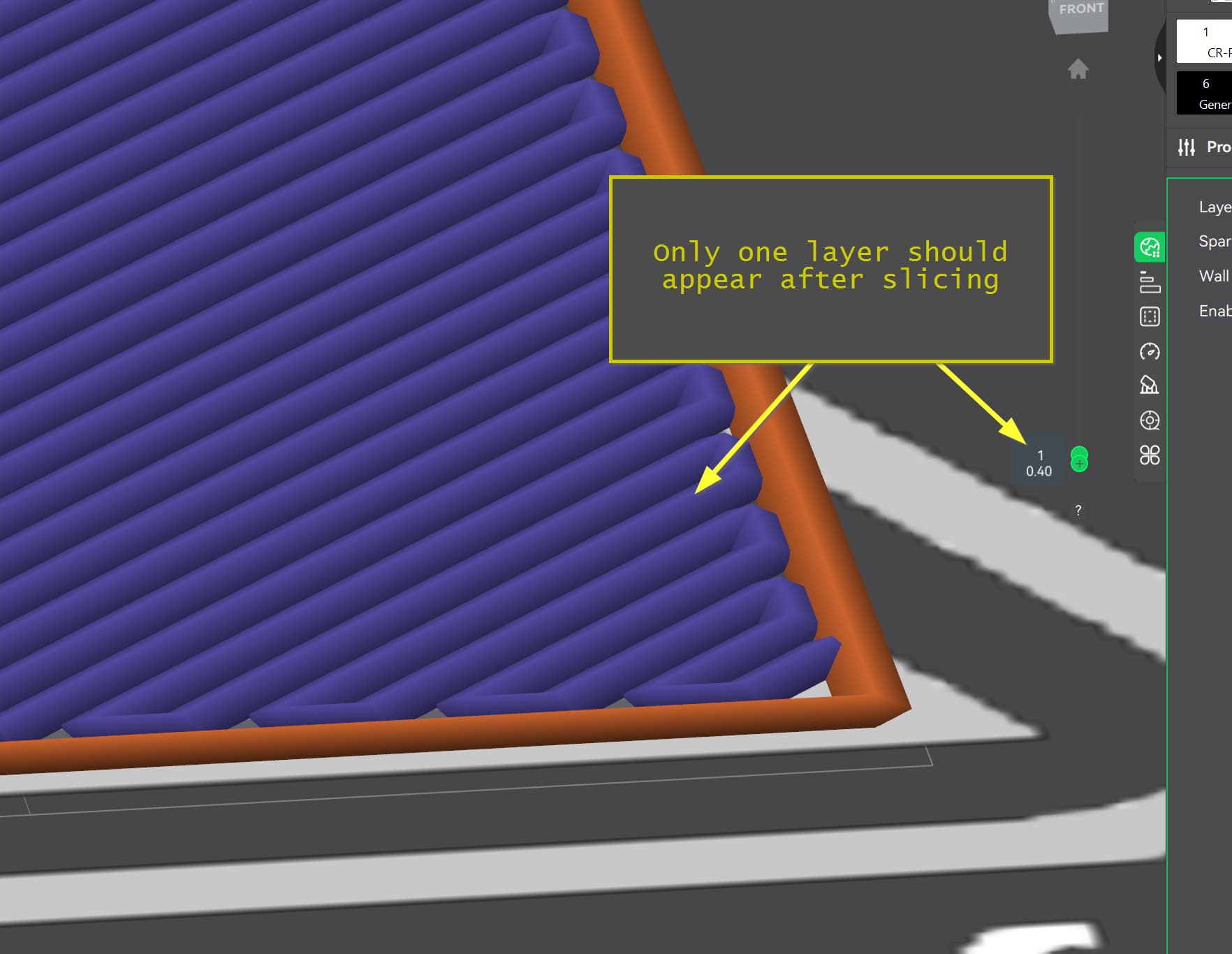
- Now slice and zoom in to verify that your model only has one layer. If it has more than that, decrease the height. If no layer exists, then increase the height.
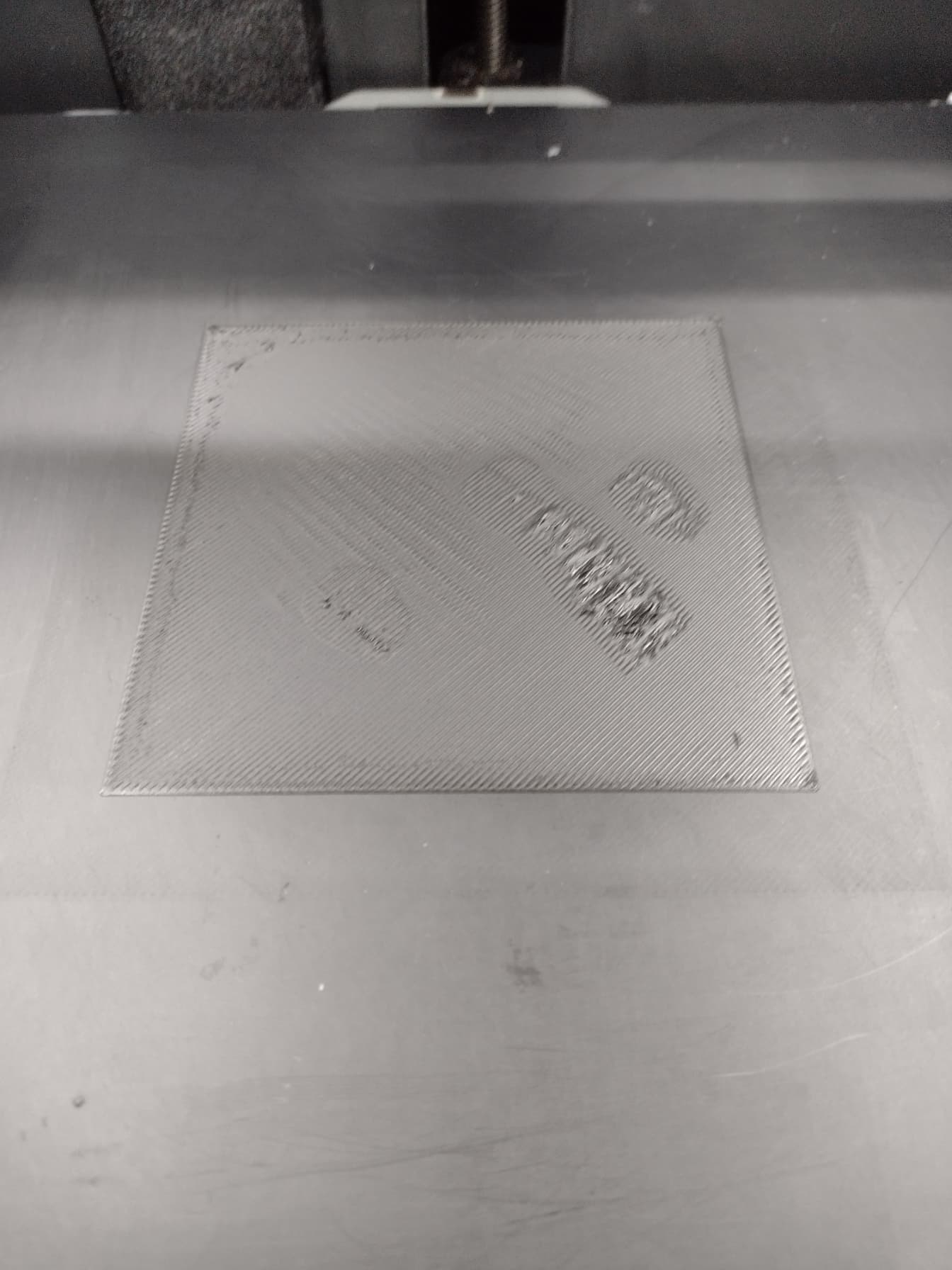
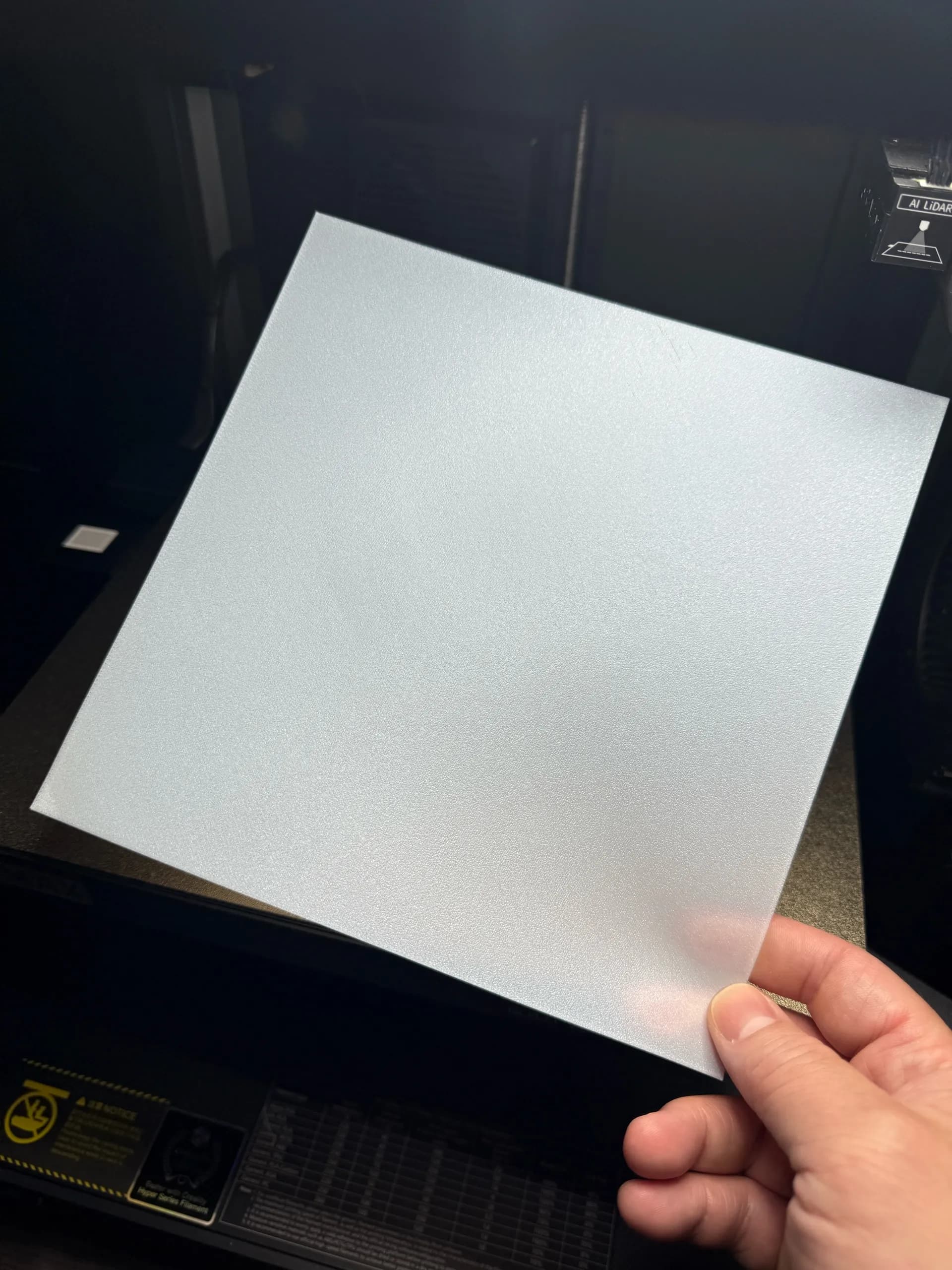
Here’s what and ideal clean first layer should look like:
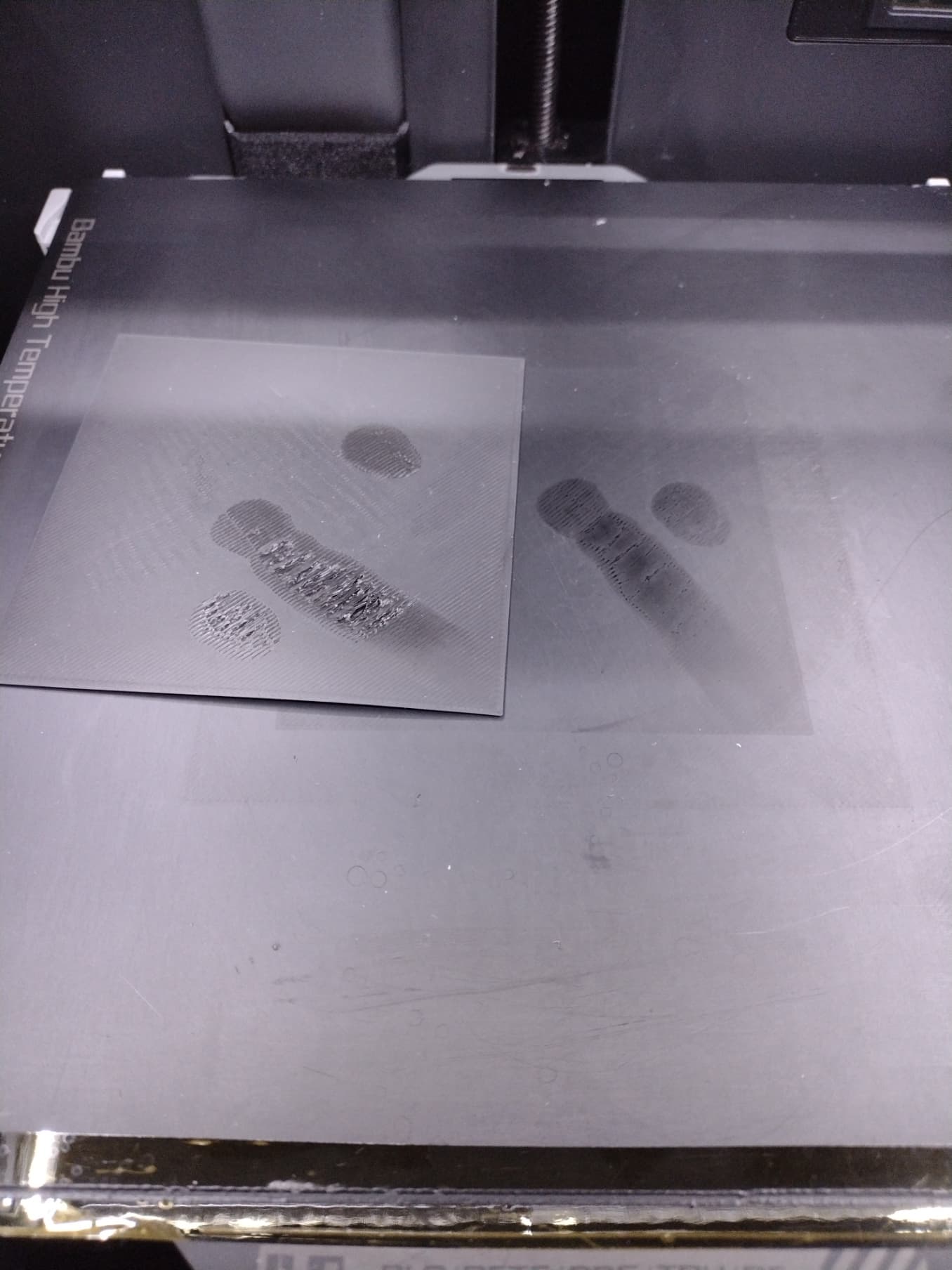
And here is one I deliberately smudged the plate with my fingerprints to illustrate what an unclean plate looks like. The first layer test is a great test because it is very unforgiving. It will reveal issues with build-plate hygiene, filament calibration and last but not least, bed leveling.