what is this blobbing or stringing with my CR10 S pro V1 (i use slicer 4.8.2)
I use a plated .4 mm A2 nozzle (for iron wood etc.) also for common petg printing.
Setting at superquality 0.12 mm
retraction 6.0, retr speed 35mm/s, prime speed 18mm/s, infill 30%, fansp 50%, combing not in skin, coasting on, printsp 50 mm/s, 25mm/s for up- underside innner- and outsides. temp at 240 dg bed at 80 dg.
I increased and decreased temp dg’s, fan-speed, retraction but it is still the same result.
lowering prime speed helped with less spilling material through the nozzle.
I have tested flowrates and I noticed that is not the problem
but I saw that my printhead was wobbling a bit and I have fastened it by adjusting the screw in the printheadunit.
Settings, nozzle and material :
plated .4 mm A2 nozzle (for iron wood etc.) also for common petg printing.
petg K5 filament
superquality 0.12mm, infil30%, 240 dg, flow 100%, fanspeed 100%, speed 150, retraction 4, retractionspeed 25, primesp18, combing all, z hop off, liftprinthead on, coasting on.
Looking better… You might have already tried this but doesn’t PETG need about 250°C…? At least that’s what I use on the K1 Max. The default setting that it shows…
Wow. That new nozzle made quite a difference. Glad it’s performing as it should now.. Nice..
I did notice you made several changes with the retraction and retraction speed… Do you think that helped a lot..? 5mm is a lot of retraction… But Hey if that works… Great..!!
The reason I mentioned this is if you have more retraction than you need it increases the build time..
Using Creality Print:
For a simple vase I had the default settings for PLA retraction on a K1 Max.
.50mm and 40mm/sec speed:
When I changed the retraction to 5mm and 40mm/sec it showed:
Your mileage may vary.
This was a simple round vase but when I go to print something more complex with lettering or different angles that time difference is a lot more..
the advice overall for bowden extruders is : Set the retraction speed at around 35-40 mm/s for PETG filament. Set the retraction distance to around 5-7 mm in Bowden extruders. (2-4mm for direct drive extruders)
Normal my petg retractionsetting was 4 mm and I will try that again this afternoon, you are right about printing time extension when printing with higher retraction.
another expert setting called wipe nozzle between layers is a setting that doubles, triples ,your printing time, I have that one off.
I am printing on superquality .12mm that uses lots of printtime too.
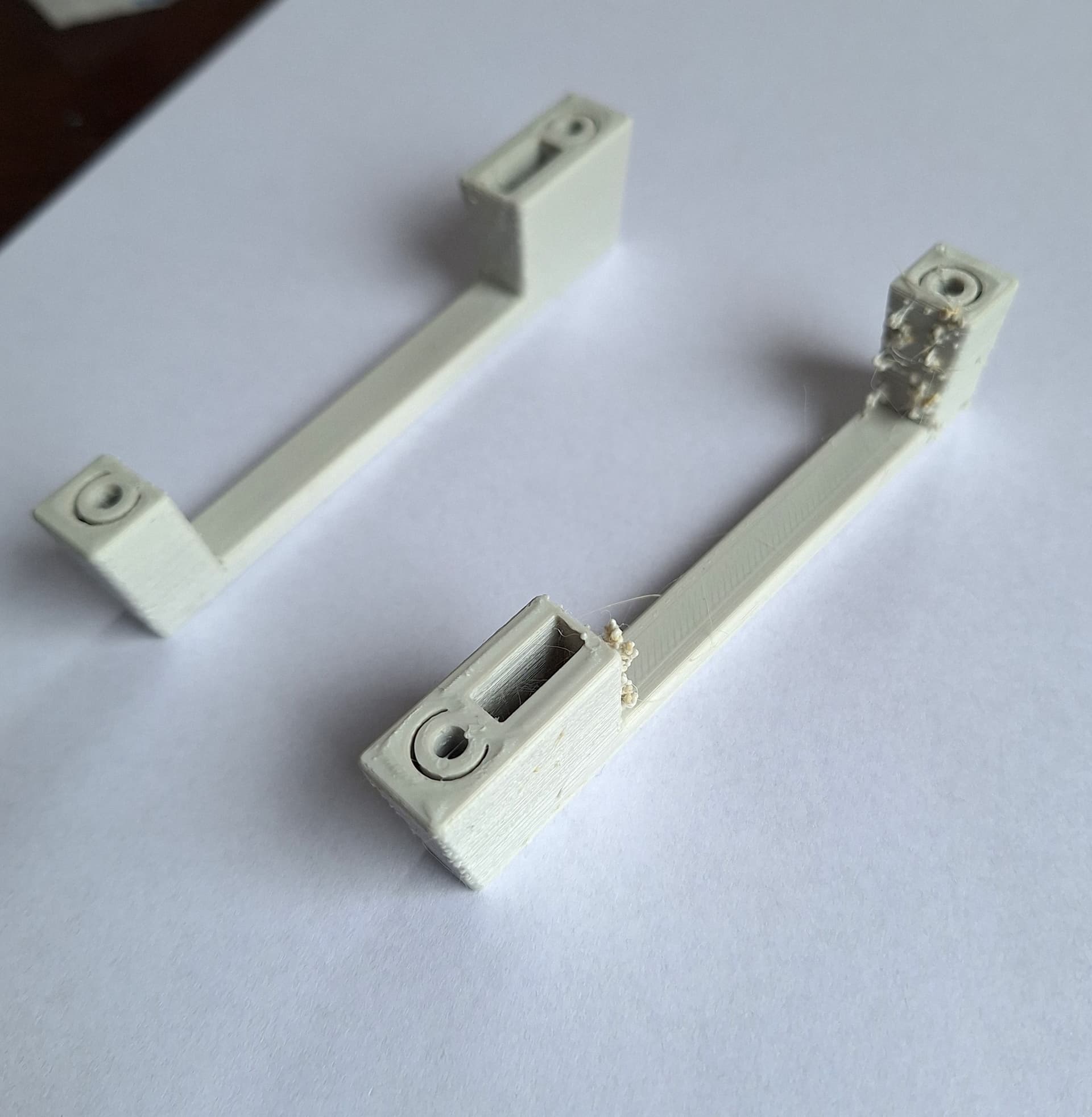
I found the perpetrator of my stringing problem at last.
there was a little leak on top of the heaterblock in the connection with the heatbreak.
So filament oozing and dropping on the nozzle and in the print causing heavy stringing.
I cleaned the heaterblock and added a tiny little teflon tape on heatbreak srew-thread and tightened it very strongly at a high temperature. After that I tightened the nozzle strongly at high temperature and put it back on the all metal hotend.
Prints are great again and quality is now as it used to be.
So glad I found it. All my other different settings I used I did not had to do them after all.
But I learned a lot again and fixed :
the wobbling printhead unit.
loosened some spiral thread screws for better layer printing.
learned some new settings in cura.
learned set flowrates and set retractionspeeds/primespeeds
Now I suddenly get layershifting in the Square X-axis direction, I tightened the belt on the Square X axis but that doesn,t help.
So maybe I tightened the wobbling print-head unit to much so the Stepper has to push to much. So I loosened that again but the problem does not go away.
I fine-tuned again the whole machine:
Setting the machine level
leveling the bed again
set offset again.
all wheels are running well.
I have a PEI plate that is magnetic (I don’t think of any problem there)
Do you have any ideas, I am in a middle of a printjob for someone and I do not need this right now. I have to deliver it this week.
I turned the long side of the prints in the Y direction and that is likely to help me out for a while.