скопируй нижний серый блок, и вынеси его выше надписи save config)
я сейчас скормил ии два конфига твой и мой, чтоб узнать чем програмно отличается v3 от v3 plus и жду результат=)
1 Like
Creality K1: замена шкивов - программная часть, root, Mainsail, разблокировка шейперов Вот тут про root написано, залезть в принтер через комп. можно с помощью этой проги: Введение :: WinSCP
Как получишь те 2 файла, скачай программку GitHub - theycallmek/Klipper-Input-Shaping-Assistant: Run Klipper’s input shaping calibration without the need for a full Klipper setup. и в нее эти файлы загружай, и она выдает графики
Ключевые отличия двух конфигураций (F002 — ваша, F001 — товарища)
| Блок | Параметр | F002 (V3 Plus 300×300×330) | F001 (V3 220 × 220 × 250) | Что это значит |
|---|---|---|---|---|
| Общие | Printer_size |
300 × 300 × 330 | 220 × 220 × 250 | У друга меньше рабочая область и ход Z (275 мм) |
| прошивки MCU | 2023-08-22 (v1.3.12) | 2023-09-01 (v1.8.2) | У него более свежая сборка CR-K1-MAX | |
| максималки printer | max_velocity 600, max_accel 20000 |
такие же | одинаково | |
| X-ось | run_current |
1.35 A | 1.3 A | У вас чуть выше ток → больше запас по крутящему моменту |
hold_current |
0.65 A | 0.65 A | одинаково | |
driver_TOFF / TBL |
4 / 2 | 3 / 2 | У друга более «агрессивный» TOFF (чуть меньше шум) | |
driver_SGTHRS |
90 | 85 | У вас чуть более чувствительный датчик нагруз-на-столкновение | |
| Y-ось | Конструкция | CoreXZ (двойной мотор + ремень) одинакова, но у вас Y-дублирован (stepper_y + stepper_y1), у друга — один мотор |
||
run_current |
1.3 A | 1.3 A (Y) / 1.4 A (Y1 у него нет) | почти равно | |
driver_TOFF |
4 | 3 | аналогично X | |
| Z-ось | run_current |
1.35 A | 1.3 A | |
hold_current |
0.65 A | 0.5 A | у вас выше — сильнее держит стол, но теплее двигатели | |
| Extruder | interpolate |
false | True | у него интерполяция ж/м микрошагов — тише, но меньше крутящий момент |
run_current |
0.55 A | 0.55 A | одинаково | |
| Сеть датчиков | gap_auto_comp |
все 0 | X = 0.05 мм | он ввёл постоянную коррекцию зазора по X |
| Автокалибровка | rdy_xy_spd |
300 мм/с | 400 мм/с | у него чуть быстрее движения датчика |
| Bed Mesh | область сетки | 15-285 мм, 6 × 6 | 5-215 мм, 5 × 5 | под габариты стола, разная плотность точек |
| Input Shaper | shaper_freq_x / y |
69.2 / 56 Гц | 92 / 53.6 Гц | после калибровки у друга X-узел имеет более высокую резонанс-частоту ⇒ можно ставить большее ускорение, пока стол/рама это допускают |
Почему ваша «плюс-версия» не совпадает со «стандартной»
- Аппаратные отличия — у вас другие размеры, ремённая кинематика Y, Leadshine 42CM08 на X и Z, поэтому токи, SGTHRS и частоты резонанса логично отличаются.
- Версии прошивки — у товарища более новая сборка, там по-умолчанию изменены базовые токи / TOFF и PID для стола.
- Значения Input Shaper всегда «прыгали» после механических правок (вы же выравнивали шкивы). Никакой ошибки нет: чем жестче система, тем выше резонанс-частота → выше рекомендованный
max_accel.
Нужно ли «перекидывать» параметры?
- Stepper run/hold current
- Для ваших Leadshine 42CM08 безопасно 1.3 – 1.6 A RMS. Меньше не ухудшит качество, если нет пропусков шагов.
- Забирать у друга значения смысла нет: у него другие моторы и ремнёвка.
- driver_TOFF/TBL/HEND/HSTRT
- Пакетом 4 / 2 / 2 / 4 (как у вас) для TMC2209 обычно чуть тише, чем 3 / 2 / 2 / 5. Если свистят — можно попробовать 3/2/2/5, но разницы мало.
- SGTHRS (датчик столкновений) — оставьте 90. При 85 рано срабатывают «ложные» E-step alarms.
- Bed mesh — держите 6×6: для стола 300 мм это оправдано.
- Shaper freq — новые X 69 Гц и Y 56 Гц выглядят логично; «92 Гц» у друга обусловлены лёгкой кареткой и коротким порталом.
Итог
- Ваш конфиг корректен для ваших моторов, рамы и веса головы.
- Главное, чтобы не было пропусков шагов и температура обмоток < 60 °C.
- Не копируйте токи/TOFF/SGTHRS «вслепую» — ориентируйтесь на собственные измерения вибраций и температур.
нашел кстати как апгреднуть куллер
Powerful & Easy: Drop-In Fan Upgrade for the Creality Ender 3 V3 Plus!
1 Like
Круто! Если он тише работает я бы взял, а так стокового обдува хватает
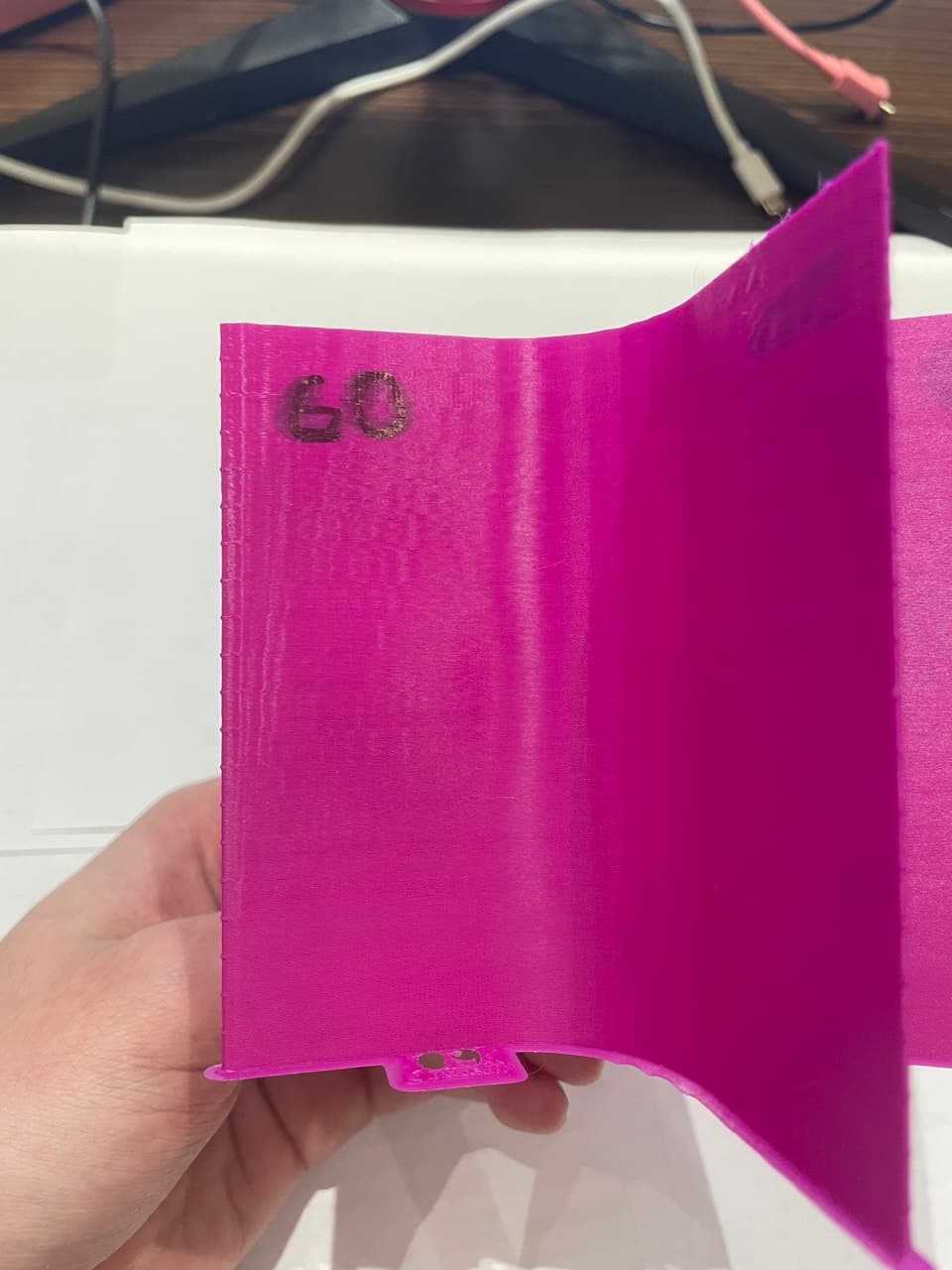
Мда… (на фото hyper pla creality) Я уже и не знаю как оно работает как будто на стоковых моторах vfa было меньше. При чем странно на коробочке они меньше чем на тесте. В общем я без понятия, не могу нормально оценить т.к. сток печатал на белом глянце а там не видно нормально. Но стало значительно тише что уже радует=)

1 Like
У всех он так гудит или это только у меня? Потому что при покупке такого не было, это именно вентилятор хотенда, такой квадратик в принципе легко найти
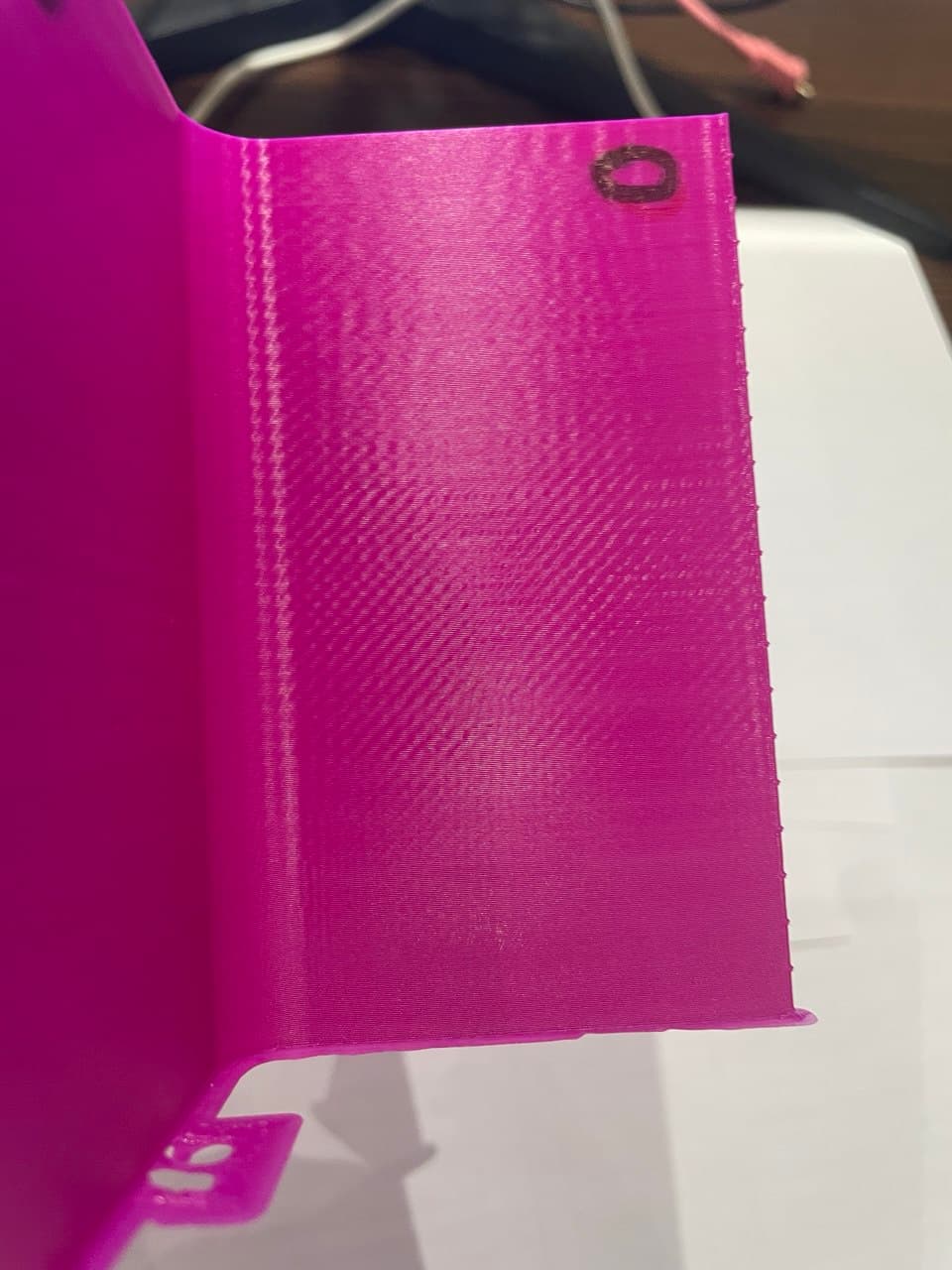
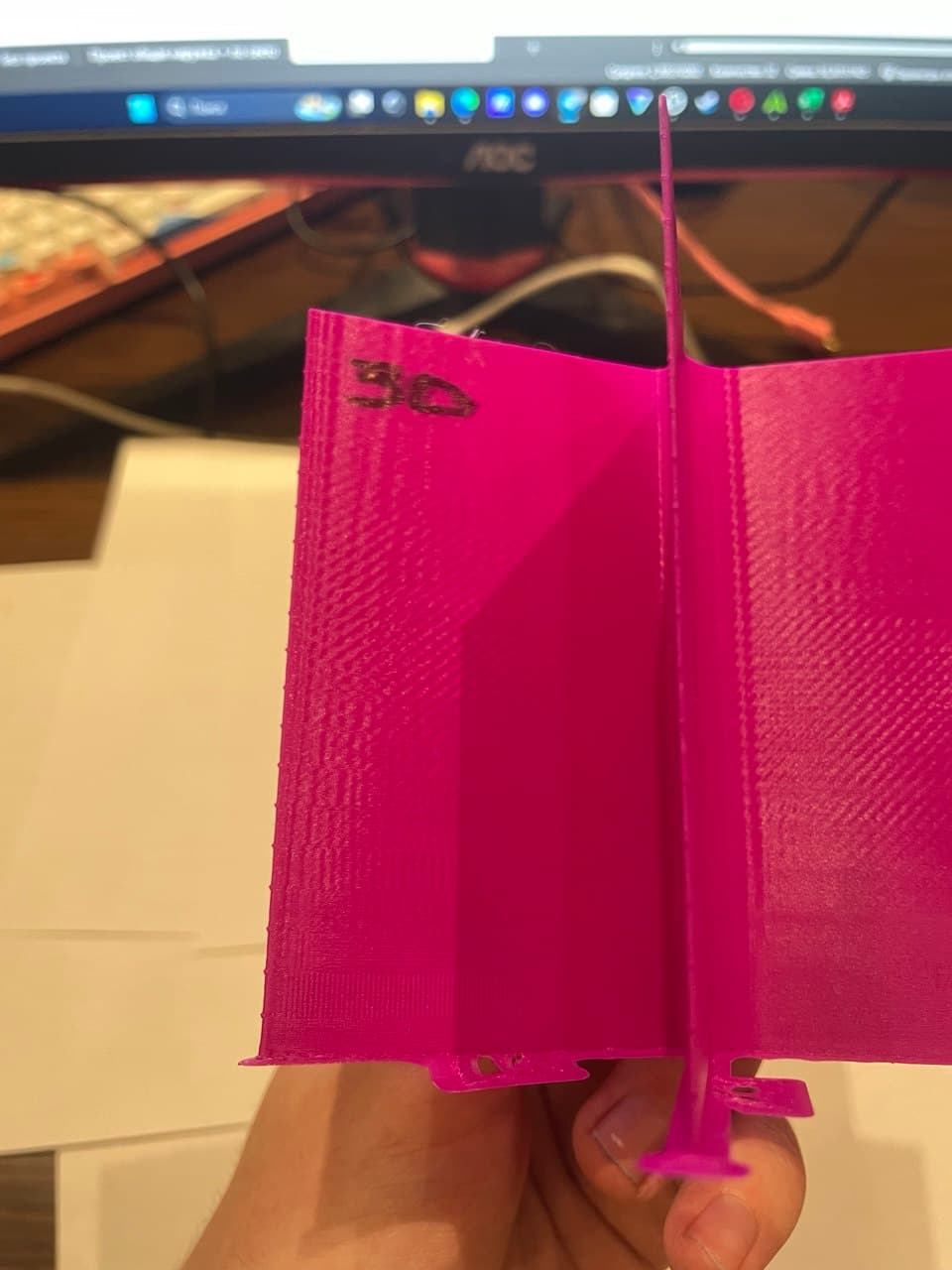
Эхо сильное по углам на последней фотке=( это уже с шейперами надо разбираться.
В общем да, проблема этого рельефа остается актуальна, и если честно я не понимаю причину, и что еще можно сделать, всё уже перепробовано. Надо либо печатать до 100мм/с или больше 150мм/с
у меня примерно также, свиста только больше, после печати особенно он шумный
Неплохо помогает функция в Орке “не замедляться на внешних периметрах” в профиле прутка

И еще по поводу шума
Я тут поразмыслил, помню, что на 3V3 plus такого звука не было на Leadshine моторах, отрыл на компе конфиг со старого плюса со значениями
[tmc2209 stepper_z]
uart_pin:PA11
driver_SGTHRS: 75
uart_address:3
interpolate: true
run_current:1.4
hold_current:0.5
sense_resistor: 0.10
stealthchop_threshold: 0
diag_pin: ^PB14
driver_TBL: 0
driver_TOFF: 1
driver_HEND: 12
driver_HSTRT: 7
Забил себе сейчас
driver_TBL: 1
driver_TOFF: 1
driver_HEND: 10
driver_HSTRT: 6
Резкие перемещения по Х стали прям тише, @Slime попробуй у себя
2 Likes
С эхо я пока начал бороться при помощи кода, еще хочу сделать конструкцию более жесткой допечатав между рамой и усилителями треугольные распорки. Ведь эхо это по сути остаточное дребезжание после резких торможений. Тут как раз и поможет твоя прокладка под втулку, по сути нужно сделать либо голову жеще либо уменьшить резкое торможение на углах.
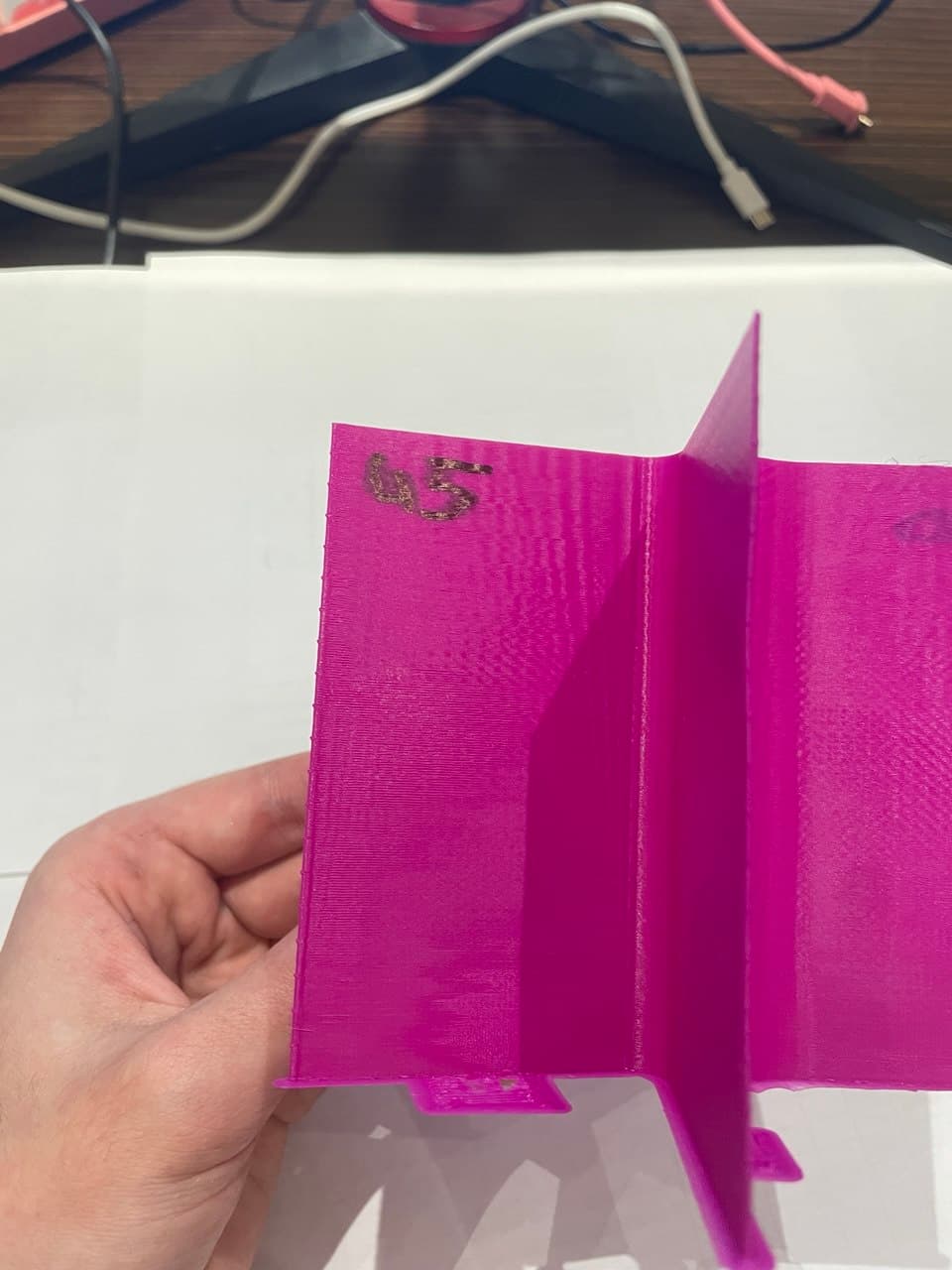
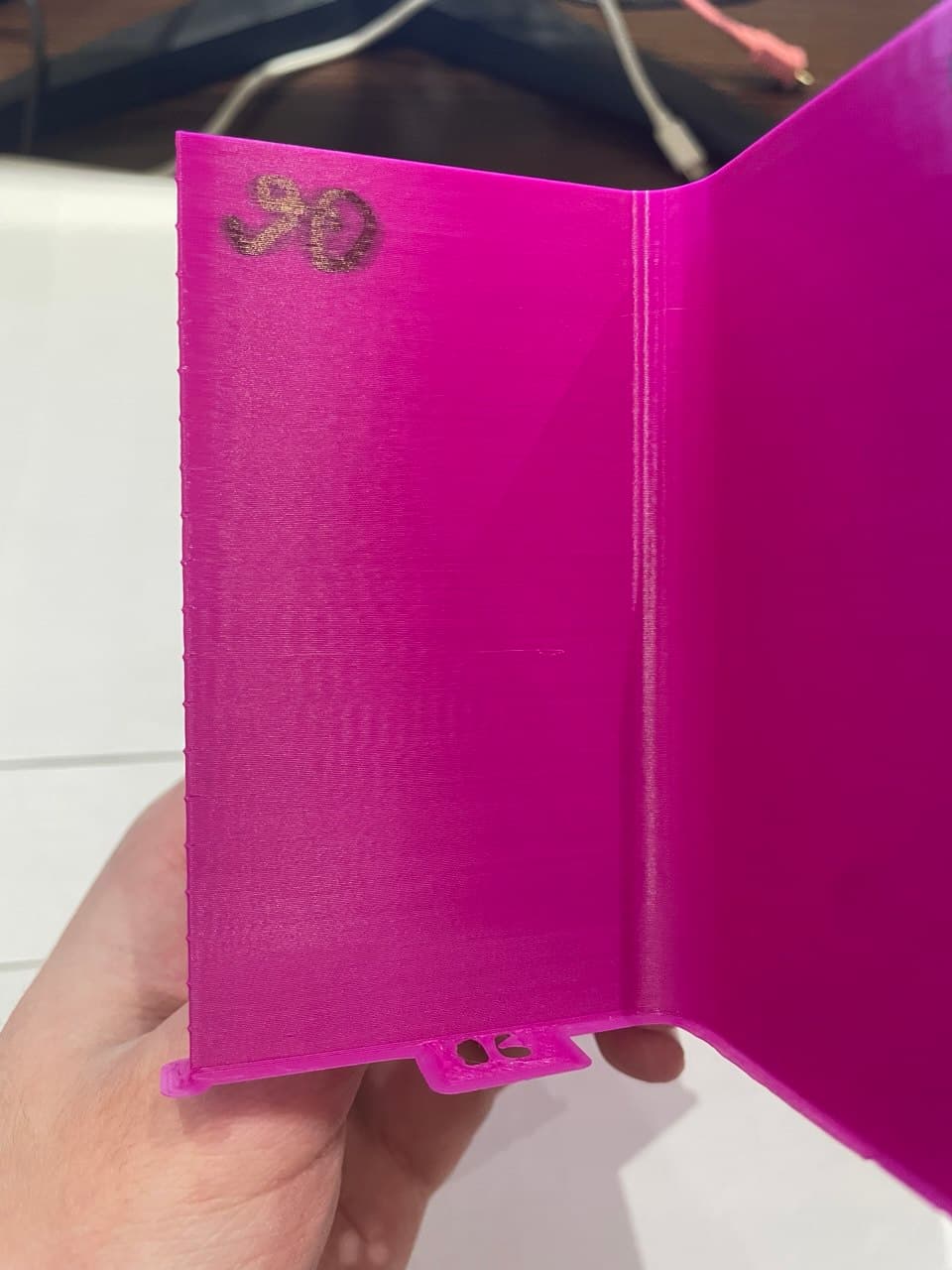
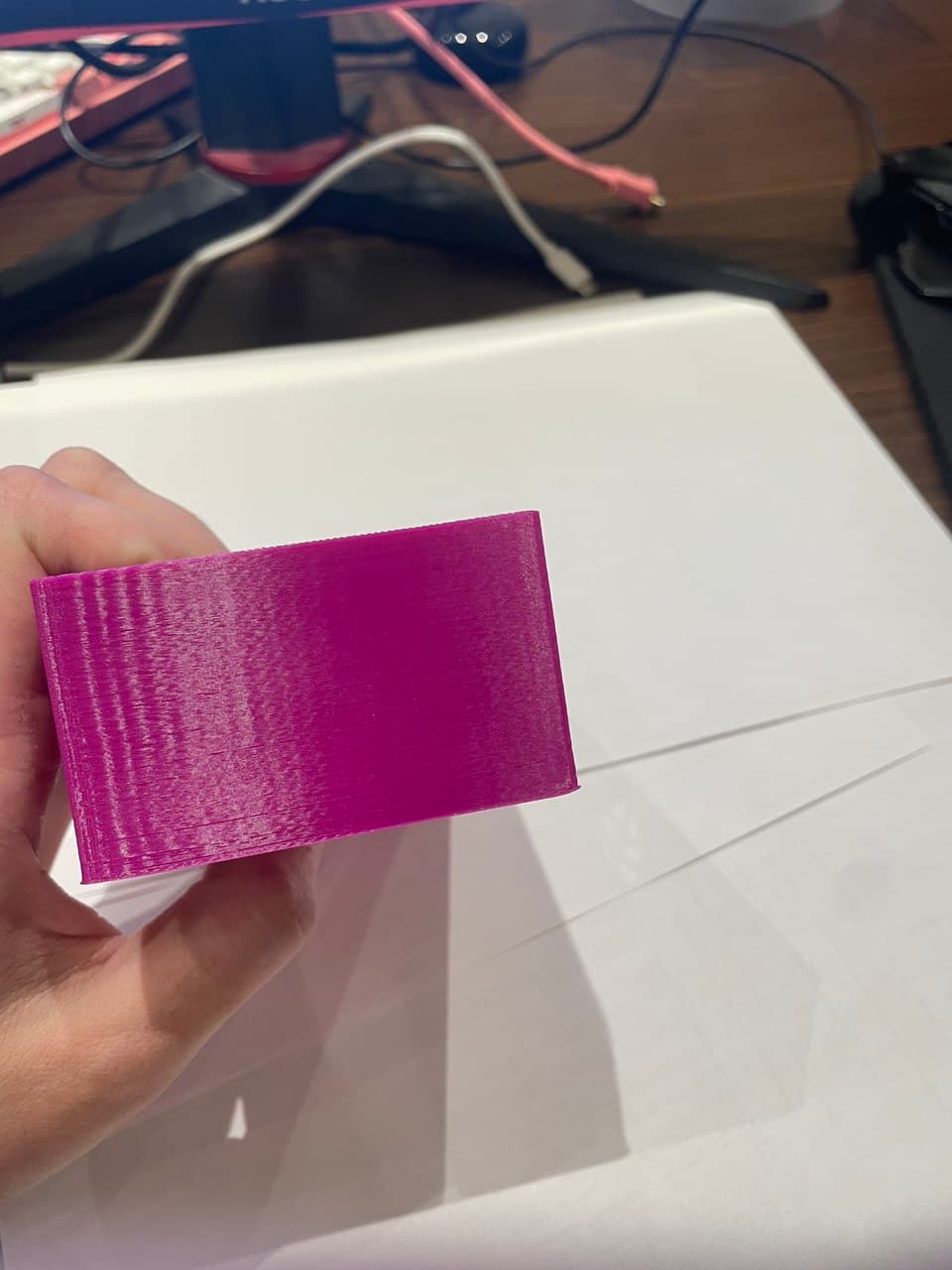
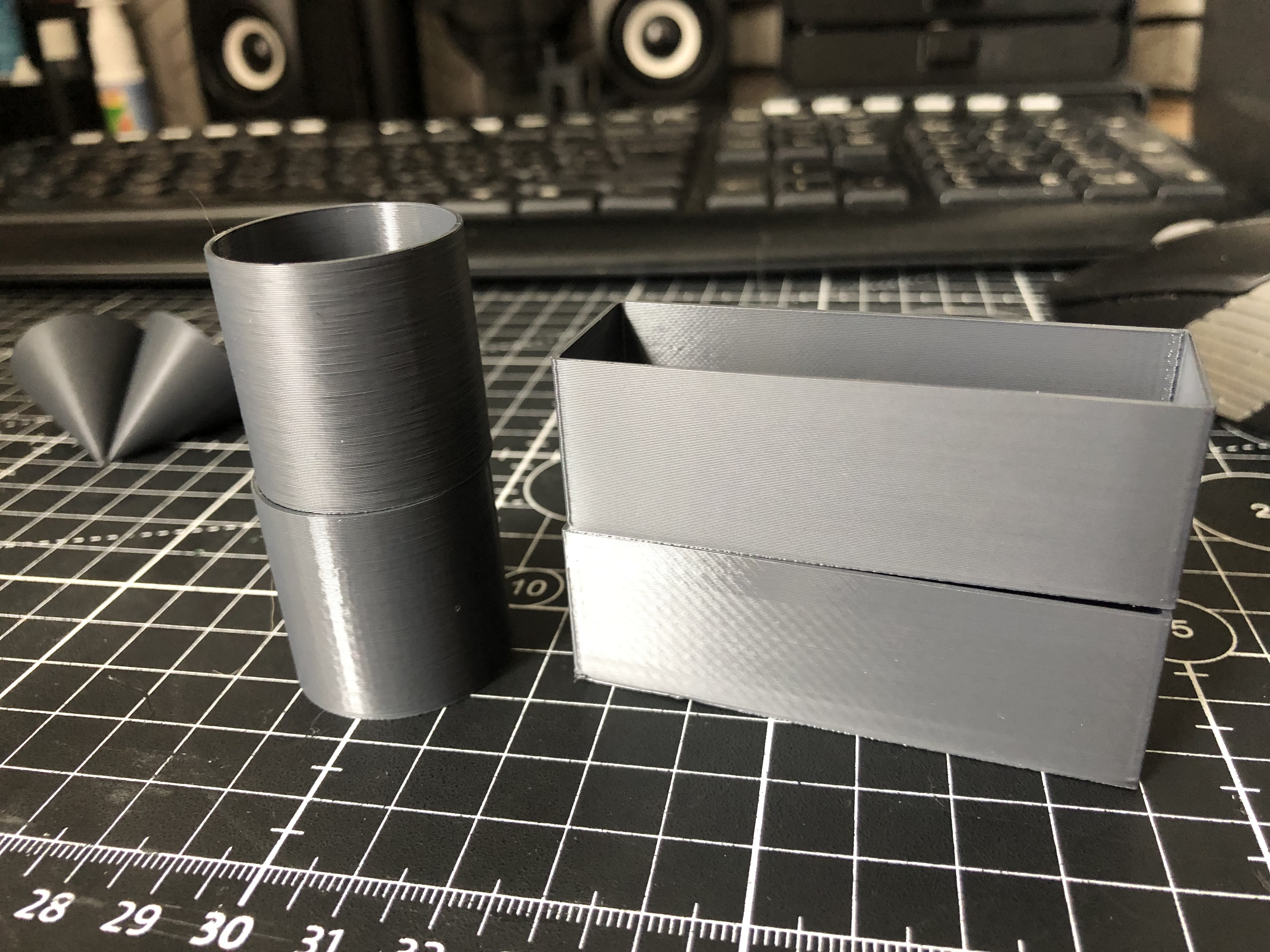
И так вот фото коробочек напечатанных в том же слайсере но на разных моторах и с одним и тем же пластиком creality hyper pla. Есть небольшие проблемы с экструзией но я в них не лез т.к. они мне не сильно мешают я там не жидкость храню=). Ну собственно стандартная проблема первого слоя и естественно эхо с которым я на тот момент пока не особо боролся. Справа всегда находится модели на старых моторах. На новых моторах наблюдаем чуть более четкие контуры буквы ну и немного более приятную поверхность но так же и чуть более заметное эхо за счет увеличения энерции валов. Так же переодически немного вело низ на это тоже не смотрим мне лень было настраивать=). Еще очень большая проблема что при появлении на ровной поверхности какой либо текстуры слой может просто съехать и сделать как бы полку с этим я пока еще не придумал как бороться (последнее фото) все было сделано в креалити слайсере 6 для чистоты эксперимента попробую еще сделать то же самое в орке на стоковых настройках под нить и принтер






2 Likes
В целом контуры как по мне стали приятнее но еще тестируем=) Серый пластик как по мне уж очень привередливый по сравнению с другими цветами… В конфиге что ты дал двигатели шипят
2 Likes
Орка слайсер the best!!!))
Меня шипение особо не напрягает, тем более принтер в режиме удержания почти никогда не находится, зато резкие движения по оси намного тише стали. Наконец то получился комфорт как на бывшем плюсе.
Ну я попробую поиграться чтоб и шипение порезать и скрежет убрать=) как нибудь
1 Like
Не знаешь случайно как избавиться от этой полки при появлении текстуры?
1 Like
Полка может и из-за слайсера вылетат, или из-за самой 3д модели, либо из-за какого то механического косяка (особенно если всегда на одной высоте)
А еще может возникать из-за качания бошки, т.к. нижний подшипник сидит жестко а верхняя втулка подпружинена, попробуй покачай на себя-от себя. Я собственно поэтому прокладку и засунул туда, чтоб голова была более устойчива
2 Likes
Printer parameters in orca different in jerk and acceleration rate.
Why these settings are different?
Weren’t the settings made by Creality itself?
I will sent photo of differents
Нет, в орке же параметры разрабатываются пользователями а не самой креалити. Креалити 6 сейчас основана на базе орки но со своими параметрами
1 Like