

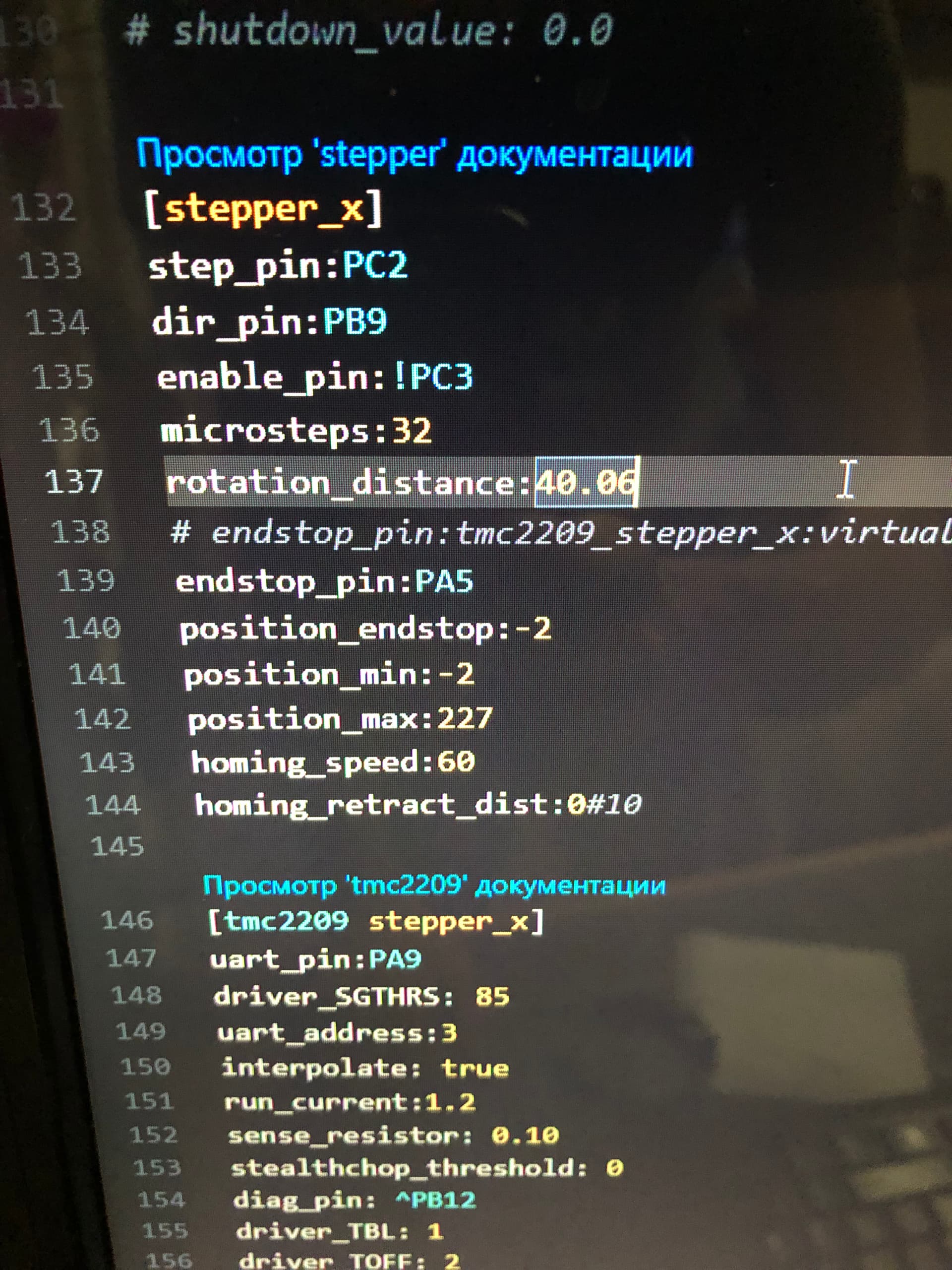
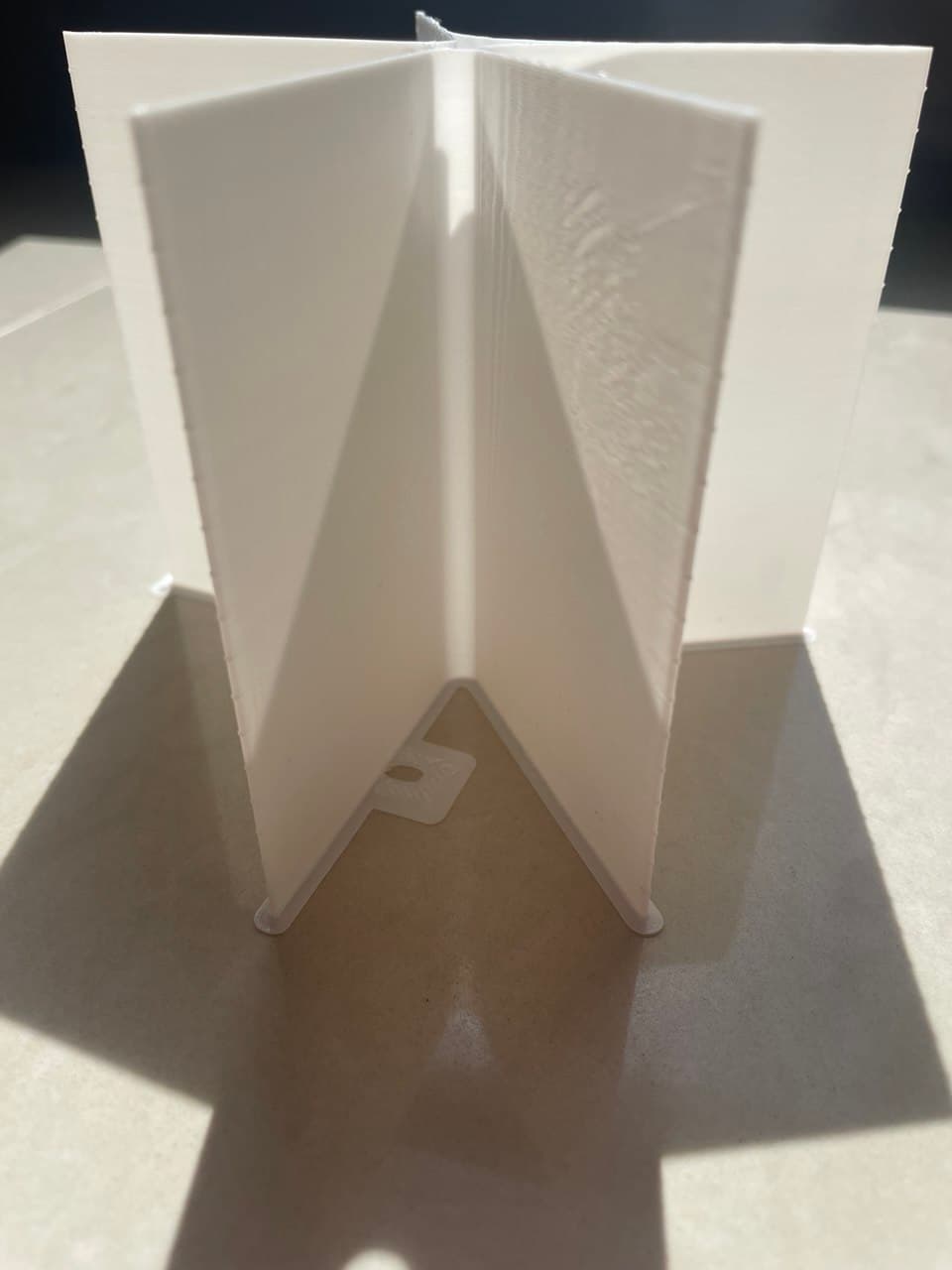
Привет, это снова я😅 Два дня подряд занимался экспериментами с 3v3, и вот какие выводы: замена ремней никакого результата на дала. Что бы я не делал и не менял- рельеф никуда не уходил. В итоге я поставил обратно родные моторы и начал думать снова…и решил залезть в файл конфигурации принтера через flud, начал его рассматривать и заметил странное значение rotation distance для stepper X и stepper Z. Оно было равно 39.94 вместо привычных 40. Далее я решил поставить значения 40 и провел VFA тест, и случилось чудо! страшный узор стал менее выражен, далее я пробовал поставить значение 40.06 и вот что получилось:




И это на stock моторах! я очень доволен таким результатам. Позже хочу снова поставить Leadshine моторы и поставить значение rotation distance 40.08 или 40.1

Буду признателен за обратную связь, у кого, что получилось
Привет! Чтобы заменить моторы нужно открутить портал XZ, далее ослабить ремни (а еще лучше выкрутить блок крепления ремней из каретки печатающей), в районе моторов со стороны шкивов находятся по 4 болта, крепящих моторы- их нужно просто открутить и снять моторы. На creality wiki есть видео по замене. (для 3v3 plus моторы нужны 42СМ08)
По поводу шкивов нужны GT2 20 зубов, отверстие 5мм, для ширины ремня 10мм, 2 шт. установить их нужно как на моих фото выше в посте. Заказывал фирмы Mellow на Али, на озон тоже есть аналогичные (дешевые лучше не брать).
Ремни я и натягивал и ослаблял - особых изменений в печати не было. Чтобы натянуть ремни нужно ослабить 2 винта на натяжителях, далее они должны автоматически натянуться за счет пружин., потом винты обратно. creality wiki есть видео
@ Morteza_Mohebbi ты не пробовал подложить полоску мягкого материала между графитовой втулкой и корпусом печатающей головы?
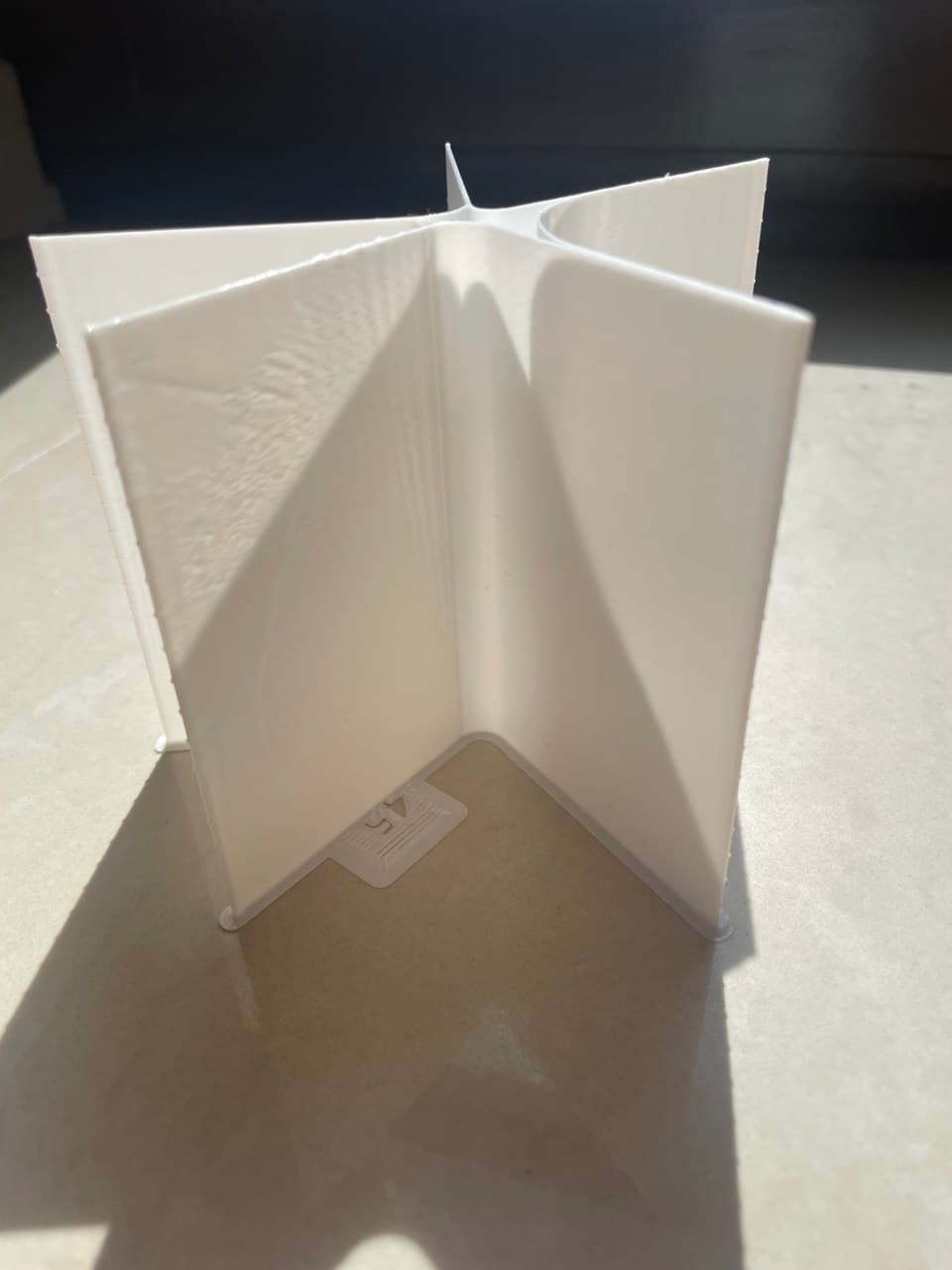
Странный результат я получил после натяжения, на низких вроде норм на средних чуть плывет и потом на высоких опять норм не считая 45 градусов в которых испорчена практически вся поверхность выше 50мм/с возможно белый не самый удачный вариант для этого но мне уже было лень менять=)


У меня и так стоит 40 может ты уже что-то менял? Закинул кстати код по степерам в чат гпт последний вот что ответил:
| What | Where | Suggested change | Rationale |
|---|---|---|---|
| Unused Sensorless-Home wiring on X & Z | diag_pin lines in both [tmc2209 stepper_x] and [tmc2209 stepper_z] |
Comment them out if you are using physical microswitches (endstop_pin: PA5 and PA15). |
Leaving diag_pin active can throw false stall events and ruin prints. |
| TMC UART address numbers | uart_address: 3 appears in every driver section |
If every driver has its own MCU UART pin (PA9, PA10, PA11, PA12) the address can safely be 0 for all, or you can keep the board’s factory pin-strapped value. Just be consistent. |
Reduces the chance of “got the wrong driver” when you change current or thresholds. |
| TBL / TOFF edge cases | driver_TBL: 0 / driver_TOFF: 1 on X and Z |
Set TBL = 1-2, TOFF = 3-5 (Trinamic’s recommended ~40 µs low-side off-time). | Very small values do work, but they shorten MOSFET dead-time and make the driver run hotter. |
| 32 µsteps & 600 mm/s | all steppers | 32 µsteps is fine, but keep an eye on step-rates: | |
steps_per_mm = (full_steps × µsteps) / rotation_distance |
|||
| → X/Z = 200×32 / 40 = 160 steps/mm | |||
| At 600 mm/s that is 96 ksteps/s – within STM32H7 limits, but if you ever see “Stepper too slow” errors, drop to 16 µsteps. | |||
Negative position_min |
X = -4 mm, Y = -3 mm, Z = -5 mm | These small negatives are harmless “overshoot” margins, but remember to exclude them from slicer build-volume so it doesn’t try to print outside the bed. | |
| CoreXZ declaration | [printer] kinematics line (not shown) |
Make sure you have kinematics: corexz and a [corexz] section (or [axis_*] overrides) elsewhere in the file. |
Without it Klipper will assume Cartesian kinematics and the X/Z coupling will be wrong. |
Стало интересно скормить ему весь код (я в этом сам особо не разбираюсь но надеюсь чем-то поможет, правда похоже гпт думает что у нас 1 у мотор) и вот результат, кормил последнюю версию O3:
Я пробежался по каждому блоку и пометил — где всё ОК, а где есть риски или просто «косметика».
Если пункт помечен ![]() , советую поправить до запуска;
, советую поправить до запуска; ![]() – необязательно, но улучшит стабильность; «
– необязательно, но улучшит стабильность; «![]() » – всё нормально.
» – всё нормально.
| Раздел | Строка(и) | Статус | Комментарий / что исправить |
|---|---|---|---|
| Включаемые файлы | [include sensorless.cfg] и др. |
Я не вижу их содержимое, но убедитесь, что там нет повторного объявления пинов, иначе Klipper выдаст pin already in use. |
|
| MCU-порты | serial: /dev/ttyS7 / ttyS1 / ttyS9 |
Разнесены по UART-ам, restart_method: command годится для GD32. |
|
gap_auto_comp / prtouch_v2 |
— | z_high_default: -336 выходит за position_max 335 из блока Z. Поставьте -330, чтобы макросы не пытались уехать дальше лимита. |
|
step_swap_pin: mcu:PC10 |
Проверьте, не занят ли PC10 в другом месте (его нет в основном конфиге – хорошо). | ||
| Filament sensor | switch_pin: !PC15 |
Пин нигде больше не задействован. | |
verify_heater |
check_gain_time |
В безопасных пределах. | |
idle_timeout |
99999999 |
Фактически отключает авто-стоп. Если принтер остаётся под присмотром – ок. | |
| Stepper X | diag_pin: ^PB12 при физическом endstop_pin: PA5 |
Отключите diag_pin (комментарий) или Klipper может словить ложный stall. |
|
uart_address: 3 + везде 3 |
Если каждый драйвер сидит на своём UART-проводе, можно поставить 0 или оставить 3, но одинаково везде. |
||
driver_TBL: 0, driver_TOFF: 1 |
Минимально допустимые значения перегревают Trinamic. Поставьте TBL: 1–2, TOFF: 4–5 (рекомендация Klipper). klipper3d.org |
||
| Y-ось | Два блока [stepper_y] и [stepper_y1] |
На V3 Plus один двигатель Y. Если у вас реально только один мотор, удалите (или закомментируйте) лишний блок, иначе получите конфликт пинов. | |
Оба драйвера используют diag_pin ^PB15 |
Один и тот же вход MCU прописан дважды → «pin already in use». Либо переведите Y на механический концевик, либо объявите diag_pin только в одном из двух драйверов. |
||
| Stepper Z | diag_pin: ^PB14 + механический endstop_pin |
Комментируем diag_pin. |
|
position_endstop: 330, position_max: 335, min_z_pos: -5 |
Диапазон покрывает весь стол (-5 … 335 мм). Совпадает с CoreXZ логикой. | ||
| Экструдер | run_current: 0.55 A RMS |
Низковато для стандартного “Sprite”. Если подача рвётся – поднимите до 0.7–0.8 A. | |
pressure_advance: 0.04, smooth_time: 0.04 |
Нормальные стартовые значения. | ||
| Fans / выводы | output_pin fan0 – ведущий «!» |
Оборот логики сигнализирует о N-канальном ключе – так и надо. | |
| Accel chips | В обоих [accel_chip_proxy] указан и ADXL345, и LIS2DW на одних пинах |
Klipper выберет первый опознанный чип, второй игнорирует. Это не критично, но можно оставить только тот, который реально подключён. | |
| Kinematics | [printer] kinematics: corexz |
Соответствует механике V3 Plus. | |
| Velocity / µ-step | max_velocity: 600, µ-шаг 32 |
32 µш шагов → 160 steps/mm (X/Z). 600 mm/s = 96 ksteps/s: на GD32 ещё держит. Если увидите «Stepper too step» – уменьшите µ-step до 16. | |
| Bed mesh | fade_end: 50 |
Постепенное отключение, адекватно высоте принта. | |
| SAVE_CONFIG | — | Данные input-shaper’а и сетки корректно сохранены. |
1 Like
@ Slime нет rotation distance точно не трогал, в стоке было 39.94, это на 3v3 , а на 3v3 plus было 40, именно поэтому меня это насторожило
1 Like
вот что выдал чат по моим запросам и заводскому коду в общем
Ниже — «карта причин» вертикальных тонких полос (VFA, Vertical Fine Artifacts) именно для CoreXZ-платформы Ender-3 V3 Plus и ваш текущий конфиг Klipper. Слева — что может породить рябь, справа — как это диагностировать и устранить. Можно идти сверху → вниз — пока полосы не исчезнут или не станут незаметными.
| № | Зона | Что порождает VFA | Как проверить | Что сделать |
|---|---|---|---|---|
| 1 | Драйвер TMC2209 | • stealthchop_threshold = 0 ✓, но TBL 0 / TOFF 1 даёт слишком короткий dead-time → шум микрошагов. |
||
• diag_pin активен при механических концевиках → ложные «stall» = неровный ход. |
M122 (DUMP_TMC) во время печати: графы sg_result прыгают без реальных ударов; драйвер греется > 70 °C. |
Исправьте в cfg | ||
| ‒ TBL = 2, TOFF = 4-5. | ||||
‒ Уберите diag_pin на X и Z. |
||||
| ‒ Оставьте SpreadCycle (stealth = off). | ||||
| 2 | Мотор + µ-шаг | 1,8 ° мотор / GT2-20 → 0,20 мм на полный шаг. Если слой 0,12 – 0,24 мм попадает «между» реальными позициями, очередные микро-шаги повторяются → полосы. | Распечатайте две башни: 0,20 мм и 0,12 мм. Если 0,20 мм почти гладкая, а 0,12 мм рябит — это оно. | • Пробуйте «магические» кратные 0,20 мм (0,20 / 0,40). |
| • Или ставьте 0,9 ° моторы (шаг 0,10 мм) — проблема уходит. | ||||
| 3 | Ток двигателя | Слишком низкий ток → мотор держит позицию на грани → раз-на-раз ± 1 микрошаг. | На ровных стенках полосы хаотично то ярче, то слабее; лёгкий «хруст» при быстрой перемотке. | X/Y/Z — 1,5 A RMS нормально; если занижали, верните ≥ 1,3 A. |
| 4 | Ремни и шкивы | • Разное натяжение двух CoreXZ-ремней. | ||
| • Ремень рубится о край шкива → периодический «толчок». | Напечатайте «ring test» (200 mm окружность, 100 mm/s). Рябь усиливается на ¼ окружности — там где ремень тянет сильнее. | Натяните оба ремня до ~100 Hz (Orca → Tension Meter). Сдвиньте шкив по валу, чтобы зубья ремня шли строго по центру. | ||
| 5 | Резонанс + скорость | Когда частота шагов попадает в резонанс каретки, высота ряби = v/ fрез. | Уже делали SHAPER_CALIBRATE → X 72,6 Hz, Y 55,6 Hz. Полоса с шагом ≈ 8,3 мм (600 mm/s ÷ 72 Hz)? |
• Снизьте рабочую скорость до 300-400 mm/s — рябь уйдёт между слоями. |
• Или переподберите max_accel так, чтобы рабочая полоса частот приходилась в «провал» графика IS. |
||||
| 6 | Экструдер E | 16 µш × 1,8° × 3,5:1 передача → подача «пакетами». При малой высоте слоя видно на стенке. | Башня с постоянной скоростью, но разным flow %. Если рябь растягивается / сжимается с потоком — это Е. | • Точная калибровка rotation_distance и pressure_advance. |
| • Плавные кривые ускорения в слайсере (Cubic). | ||||
| 7 | Температура + охлаждение | Пластик слишком вязкий или, наоборот, «подплавляется» от сопла — мелкие вибрации фиксируются. | При –5 °C от текущей t° PLA полосы почти пропадают — значит перегрев; при +5 °C — увеличиваются → слишком холодно. | Подберите t° ± 5 °C. Обдув – 70-100 % на периметрах, но без «переохлаждения» (глянцевый блеск → матовый = норм). |
Чтобы избавиться от вертикальных мелких артефактов (VFA) и снизить вибрации/шум при печати на Ender-3 V3 Plus, необходимо провести ряд мероприятий. Выполняйте следующие шаги по порядку, тщательно проверяя результаты на тестовых печатных объектах:
- Проверьте и настройте механику принтера. Устранение люфтов и дефектов механики – первый шаг к качественной и тихой печати:
- Натяжение ремней: Убедитесь, что ремни GT2 натянуты правильно – без провисания, но и не перетянуты. Слишком слабый ремень вызовет люфт и вибрации, а чрезмерно тугой – мелкие периодические полосы (~2 мм шаг) из-за передачи зубцовellis3dp.com и избыточную нагрузку на валы. Ремень должен пружинить при поджатии, но не быть «как струна». Если на поверхности модели наблюдаются равномерные полосы с интервалом ~2 мм, причина почти наверняка в ремне или шкивахellis3dp.com – ослабьте натяжение до умеренного и убедитесь, что ремень не трётся о бортики.
- Шкивы и ролики: Проверьте, что приводные шкивы на валах шаговых моторов X/Y надёжно закреплены (установочные винты должны попасть на плоскую грань вала) и не имеют биения. То же касается гладких/зубчатых роликов натяжителей: их подшипники должны вращаться плавно, без заеданийellis3dp.com. Очистите зубцы ремней и шкивов от возможного налёта пластика или пыли, так как затвердевшие частицы могут создавать вибрации и регулярные артефакты на печатиellis3dp.com.
- V-образные колёса (ролики) на осях: Отрегулируйте эксцентриковые гайки прижимных роликов на оси X и столе (Y). Колёса должны прилегать без люфта, но ось должна перемещаться легко. Излишне пережатые ролики вызывают вибрации и артефакты слоя, а люфт – дрожание головки. Найдите баланс, при котором нет свободного шатания, но движению не мешает лишнее трение.
- Жёсткость рамы и оси Z: Протяните винты каркаса принтера – ослабленные соединения рамы могут вызывать дрожание. Убедитесь, что принтер стоит на ровной, жёсткой поверхности (желательно на плотной плите или антивибрационном коврике). Проверьте, ровно ли стоит винт оси Z: муфта между винтом Z и мотором должна быть соосна и не иметь изгиба, сам винт смазан и не кривой. Это предотвратит биение стола по высоте. Если рама высока и подвержена колебаниям, рассмотрите установку диагональных стяжек (усилителей жесткости) – это уменьшит раскачивание при быстрых движениях.
- Отрегулируйте настройки прошивки Klipper для шаговых двигателей. Правильные параметры драйверов и режимов работы моторов существенно влияют на качество и шумность печати:
- Ток двигателя (current): Установите токи двигателей X/Y на оптимальное значение. Слишком высокий ток приводит к излишним вибрациям, нагреву и шуму мотора, а слишком низкий – к пропускам шагов и неравномерности движения. Рекомендуется примерно 70–80% от номинального тока мотора. Например, если моторы рассчитаны на 1.5 A, задайте
run_currentпорядка 1.0–1.2 A (RMS) на оси X и Y. Проследите, чтобы двигатели после длительной работы были тёплыми, но не обжигали – это признак правильного тока. При оптимальном токе шаговый двигатель работает стабильнее и сглаживает микрошаги. - Микрошаги: Проверьте настройку микрошагов (microsteps) для осей X и Y. Стандартно используется 16 микрошагов, этого обычно достаточно, однако увеличение до 32 может сделать движение более плавным. Более высокое разделение шага уменьшает шаг дискретности, и вертикальные артефакты (VFA) становятся менее заметными – например, на моторе 1,8° с 16 микрошагами полосы появляются каждые ~0,2 мм, а с мотором 0,9° (в 2 раза больше шагов) – каждые ~0,1 ммforum.duet3d.com. В Klipper отключите интерполяцию (
interpolate: False), чтобы микрошаги вычислялись точно, без сглаживания драйверомklipper3d.org. Если увеличиваете число микрошагов, не забудьте скорректироватьrotation_distanceилиsteps_per_mm(при переходе с 16 на 32 микрошагa – вдвое). Учтите, что чрезмерно высокий микрошаг (например, 128) может перегрузить процессор или драйвер – 16 или 32 достаточно в большинстве случаевklipper.3dwork.ioellis3dp.com. - Режим драйверов (StealthChop/SpreadCycle): Выберите подходящий режим работы TMC-драйверов для X/Y. SpreadCycle (режим по умолчанию) обеспечивает максимальный крутящий момент и точность позиционирования, тогда как StealthChop значительно снижает шум ценой небольшой потери точностиklipper3d.org. Для минимизации VFA обычно лучше использовать SpreadCycle, т.к. он даёт более равномерные шаги. В Klipper для этого оставьте
stealthchop_threshold: 0(StealthChop отключён полностью)klipper3d.org. Если же тишина – приоритет, можно задействовать StealthChop на всех скоростях (stealthchop_threshold: 999999в конфиге Klipper)klipper3d.org. Помните, что не стоит переключаться между режимами на ходу – выберите либо всегда StealthChop, либо всегда SpreadCycle, иначе при смене режима на скорости возможны сбои и артефактыklipper3d.org. Практика показывает, что StealthChop может вносить небольшое отставание позиций (до ~0,15 мм при равномерном движенииklipper3d.org), однако на качестве крупных деталей это почти не сказывается. Тем не менее, мелкие «рифления» (VFA) StealthChop полностью не устраняет. Рекомендуем начать с SpreadCycle (точность), а при необходимости протестировать StealthChop (тишина) – в обоих случаях предварительно откалибровав остальные параметры драйвера. - Тонкая настройка драйверов TMC (подавление VFA): Воспользуйтесь расширенными параметрами Klipper для настройки шаблона тока driver_TBL, driver_TOFF, driver_HEND, driver_HSTRT. Эти низкоуровневые настройки меняют форму и синхронизацию тока в обмотках, что позволяет сгладить неравномерность шагаklipper.3dwork.io. Практически было установлено, что для большинства NEMA17 моторов (до ~2 A) хорошо работают значения TBL = 1 и TOFF = 3klipper.3dwork.io. Установите в секции
[tmc2209 stepper_x]и[tmc2209 stepper_y]следующие параметры, например:driver_TBL: 1,driver_TOFF: 3,driver_HEND: 3,driver_HSTRT: 0klipper.3dwork.io. Такая комбинация обеспечивает высокую частоту ШИМ чоппера (~40 кГц), что выводит шум двигателя за предел слышимости человекаklipper.3dwork.io, и сглаживает подачу тока. (Примечание: значения HEND/HSTRT связаны – для TMC2209 сумма не должна превышать 7. Приведённый пример 0+3 соответствует этому требованию.) После применения этих настроек распечатайте тестовый кубик и оцените поверхность: должно уменьшиться повторяющееся «рифление». В некоторых случаях можно поэкспериментировать: например, вариантHSTRT=4, HEND=1, TBL=2, TOFF=2также применяли для определённых моторов LDOellis3dp.com. Подберите настройки под свои двигатели. Если же вы используете режим StealthChop постоянно, параметры чоппера (TOFF/HEND/HSTRT) роли не играют – для StealthChop важны PWM-настройки, которые обычно автокалибруются драйвером. В этом случае можно оставить настройки по умолчанию дляdriver_PWM_FREQ,driver_PWM_GRADи др., либо воспользоваться рекомендациями производителя моторов. - Input Shaping (компенсация резонансов): Активируйте функцию Input Shaping в Klipper для гашения вибраций каретки. Это очень эффективный метод снижения звонких колебаний и эха на углах моделиyoutube.com. Проведите калибровку резонансов (например, с помощью команды
SHAPER_CALIBRATEи датчика ADXL345, либо распечатав тест-полосы) для осей X и Y. Затем включите рекомендованный алгоритм сглаживания – например, MZV, EI или двухгорбый (в зависимости от результатов). Правильно настроенный Input Shaper существенно уменьшит ringing (призвуки после резких поворотов) и общую тряску принтера, что сразу отразится на качестве поверхностей. К тому же, после компенсации вибраций можно повысить ускорения печати без появления артефактов – печать станет быстрее, но останется тихой и чёткой. Обратите внимание: если вы устанавливали демпферы на двигатели или меняли жесткость конструкции (см. ниже про ножки и др.), проведите повторную калибровку input shaping, так как резонансные частоты могли измениться.
- Оптимизируйте параметры печати (слои, скорости, ускорения). Правильные настройки слайсера помогут избежать излишних вибраций и проявления VFA:
- Скорость печати периметров: Не печатайте наружные стены слишком медленно без необходимости. Парадоксально, но очень низкая скорость (например, <20 мм/с) может усилить заметность VFA – мотор двигается микрошагами с паузами, каждый микрон неравномерности «отпечатывается» на поверхностиforum.bambulab.com. Лучше установить умеренную скорость для внешних периметров, например 40–60 мм/с, чтобы движение было более плавным. При такой скорости инерция сгладит микроколебания, но при этом не возникнет сильного ringing. Внутренние периметры и заполнитель можно печатать быстрее, так как их дефекты менее критичны. Главное – избегать резких контрастов скоростей между разными участками модели. Если в слайсере включено правило замедления для охлаждения слоёв, учтите, что при внезапном снижении скорости могут появляться артефакты из-за перемены динамики (заметно как эхо/ghosting в местах перехода)forum.bambulab.com. При необходимости ограничьте минимальную скорость печати слоёв, чтобы градиент скорости не был слишком резким.
- Ускорение и рывок: Ограничьте слишком агрессивные разгоны, если у вас нет активного input shaping. Стандартное ускорение (500–1500 мм/с²) для Ender-3 обычно безопасно. Если же вы повысили ускорения, убедитесь, что input shaping компенсирует вибрации. Без компенсации слишком высокое ускорение вызовет дрожание рамы и сильный звон, что ухудшит поверхность. Настройте параметр jerk (рывок) или junction deviation на разумное значение, чтобы движения плавно входили в повороты. Плавный разгон/торможение уменьшает возбуждение резонансных частот. С input shaping вы можете позволить себе более высокие ускорения (например, 3000–5000 мм/с²) – алгоритм сгладит рывки. Но если печатаете в тихом режиме StealthChop, лучше не ставить экстремально высокие ускорения и скорости, т.к. у драйверов в бесшумном режиме ограничен максимальный импульсный ток и возможно пропуск шагов на очень резких движениях.
- Высота слоя: Продолжайте печатать слоем 0,2 мм (как наиболее универсальным) или другим, который вам нужен – сама по себе высота слоя мало влияет на VFA, т.к. это явление связано с горизонтальными перемещениями. Однако избегайте ситуаций, когда высота слоя резонансно совпадает с шагом механики: например, у Ender-3 шаг винта Z 8 мм/оборот (шагающий драйвер с резьбой 2 мм), и иногда слои 0,2 мм могут накладываться с периодом шага винта, вызывая лёгкий Z-бандинг. Если замечаете регулярные горизонтальные полосы, попробуйте слегка изменить высоту слоя (например, 0,16 или 0,22 мм), чтобы разбить шаблон совпадения. Также убедитесь, что муфта винта Z не имеет люфта – это механическая причина полос по высоте. В контексте VFA же основное внимание – X/Y, а не слои, поэтому выбирайте высоту слоя исходя из желаемого качества и скорости, а не борьбы с VFA.
- Добавьте модификации для снижения вибраций и шума. Если после программных настроек и калибровок всё ещё присутствуют заметные вибрации или шум, рассмотрите дополнительные улучшения оборудования:
- Антивибрационные ножки: Установите принтер на мягкие демпфирующие опоры. Это могут быть специальные силиконовые (или TPU) ножки, пружинные амортизаторы или просто сделанные своими руками подставки из пенорезины. Разместив такие прокладки под четырьмя углами рамы, вы изолируете вибрации от стола. Благодаря этому снижается гул и дребезжание – многие пользователи Ender-3 отмечают заметное уменьшение шума и «ригинга» после установки подобных ножекamazon.com. Ваша комната станет тише, так как стол больше не резонирует от движения принтера. (Важно: калибруйте input shaping после установки, так как ножки меняют характеристики вибрации системы.)
- Демпферы шаговых моторов: Ещё одно решение для шумной механики – резиновые демпферы под шаговые двигатели X и Y. Это прокладки, устанавливаемые между корпусом мотора и рамой принтера. Они уменьшают передачу высокочастотных вибраций от мотора на раму, что может снизить шум (особенно актуально, если вы остались в режиме SpreadCycle и слышен лёгкий писк от моторов). Учтите, что применение демпферов слегка развязывает кинематику: мотор уже не жёстко закреплен, и ремень может чуть пружинить на этом мягком креплении. Обычно это не приводит к потере точности при умеренных ускорениях, но может немного сместить резонансные частоты осей. Если вы стремитесь к максимальному качеству и уже компенсируете вибрации по программе, демпферы не обязательны. Однако как средство снижения шума их можно рассмотреть – многие ставили их на Ender-3 (до появления тихих драйверов) с хорошим эффектом. В любом случае, после установки проверьте калибровку движения (пульсации ремня, шаг/mm) и поправьте настройки input shaping.
- Замена шаговых двигателей на низковибрационные: Радикальный, но очень эффективный шаг – заменить шаговые моторы X и Y на модели с более плавным ходом. VFA возникают из-за того, что стандартные двигатели имеют неидеальную синусоидальность шага и слегка «дёргаются» на каждом микрошагеforum.prusa3d.com. Лучшее решение – моторы с меньшим углом шага (0,9°) или просто высокоточные 1,8° от проверенных производителей. Пользователи Prusa и Voron заметили, что переход на 0,9° двигатели почти устраняет VFAforum.duet3d.com. В вашем случае можно рассмотреть моторы Leadshine (как вы и планировали) или аналоги от Moons, LDO и др. Такие двигатели имеют более монотонный микрошаг, за счёт чего мелкие вертикальные линии пропадают или сглаживаются до неразличимого уровняforum.prusa3d.com. Имейте в виду: при замене 1,8°->0,9° шаг/мм удвоится (для ременного привода было ~80, станет ~160 шагов/мм при тех же микрошаговых настройках). В Klipper нужно будет обновить
rotation_distanceилиstep_distanceпод новые моторы. Также убедитесь, что ваши драйверы могут обеспечить достаточный ток новым моторам (многие 0,9° Nema17 имеют ток 1,5–1,8 A, это в пределах возможностей TMC2209). Замена моторов – наиболее затратный метод, поэтому её есть смысл делать после того, как вы исчерпали программные настройки. Тем не менее, по опыту сообществ, именно новые моторы дают максимальный эффект: в тестах с Prusa переход на фирменные 0,9° двигатели устранил артефакты, тогда как одними только настройками драйверов их удавалось лишь слегка уменьшитьforum.prusa3d.com. Если ваш бюджет позволяет эту модернизацию, результатом станет почти идеальная гладкость поверхностей и более тихая работа (качественные моторы меньше вибрируют сами по себе). - Другие возможные улучшения: Используйте качественные ремни Gates GT2 и точные шкивы. Если штатные ремни имеют заметный стык или неравномерность шага зубцов, они могут создавать регулярные артефакты. Оригинальные ремни известного бренда обладают более однородной шаговой структурой и меньшим растяжениемellis3dp.com. То же касается и шкивов: малейший эксцентриситет дешёвого шкива проявится в колебаниях натяжения ремня и, как следствие, повторяющихся линиях на модели. Замена шкивов и холостых роликов на прецизионные (например, Gates) может улучшить ситуациюellis3dp.com. Однако эти меры второстепенны по сравнению с вышеописанными. В завершение – регулярно проводите обслуживание: смазывайте направляющие и винты, проверяйте натяжение ремней и крепёж. Мягкий ход механики уменьшает нагрузку на двигатели, а значит, снижает и шум, и вибрацию в процессе печати.
После выполнения всех шагов по порядку вы существенно повысите качество печати. Принтер будет работать тише (за счёт устранения дребезга, оптимальных настроек драйверов и демпфирования) и печатать более гладкие модели без вертикальных артефактов. ![]() Каждый пункт вносит свой вклад, поэтому комплексный подход – залог успеха. Не забывайте тестировать изменения отдельно: например, после настройки драйверов распечатайте калибровочный куб и оцените поверхность, после включения input shaping – проверьте отсутствие ringing на углах и т.д. Шаг за шагом вы добьётесь практически бесшумной работы Ender-3 V3 Plus и отличного качества без VFA и вибрационных дефектов. Успешной печати!
Каждый пункт вносит свой вклад, поэтому комплексный подход – залог успеха. Не забывайте тестировать изменения отдельно: например, после настройки драйверов распечатайте калибровочный куб и оцените поверхность, после включения input shaping – проверьте отсутствие ringing на углах и т.д. Шаг за шагом вы добьётесь практически бесшумной работы Ender-3 V3 Plus и отличного качества без VFA и вибрационных дефектов. Успешной печати!
Ссылки на источники: Несколько рекомендаций и выводов основаны на опыте сообщества 3D-печати и материалах: проверка ремней и механикиellis3dp.comellis3dp.com, настройки TMC-драйверов для устранения VFAklipper.3dwork.ioklipper.3dwork.io, преимущества высококачественных моторовforum.duet3d.comforum.prusa3d.com и использование input shaping для гашения вибрацийyoutube.com. Эти источники подтвердили эффективность перечисленных мер и помогут вам в подробной настройке.
Наверное все таки попробую по твоему совету заказать и подкинуть новые движки и потом посмотреть что будет. Нужно только хорошие шкивы на озоне подобрать с алика не хочу брать будет долго ехать). Надеюсь будет такой же результат как на твоем старом плюсе… Кстати что у тебя было по уровню стола все чего я на данный момент смог добится ремнями 0,49, заметил кстати еще что поверхность на которой он стоит и ее уровень сильно влияют на вибрации и вфа. Ставил на гранит керамику и деревянный стол и смотрел отклонения по лазеру от низа до верха вертикальной стойки. Отклонение в 2 см в пике давало +0,05 к столу но при этом куда-то гасились вибрации и было меньше шума. На гранитном подоконнике в уровень вибраций бывает больше чем на неустойчивом деревянном столе не совсем понял как мой стол гасит его вибрации. При чем у меня вибрации начались не сразу а примерно через часов 50 печати появились странные звуки при движении х потом чуть подтянулся даже у если медленно двигать рукой. Хотя про дребезжание у никто не говорил. Еще есть странная особенность в видосах у людей голова легко двигается вправо и влево рукой но у меня это работает странно то легко то сложно при чем при движении вправо и влево переодически еще и вниз тянет. Смотрю видос от креалити там человек двигает ее без особого напряга у меня при таких движениях туда сюда может ходить уже сам принтер… При чем на данный момент на этом принтере всего 100 часов печати я его сильно не нагружал даже. Единственное что я его перевозил собранным в машине не думаю что это могло что-то сделать и он резко начал дребезжать на 50 часах. Еще был случай когда хрен пойми откуда в процессе вылетел болтик и я пол принтера перебрал чтоб понять откуда он=). В итоге оказалось что это от крышки стола, при чем вылетел он когда вибраций практически не было
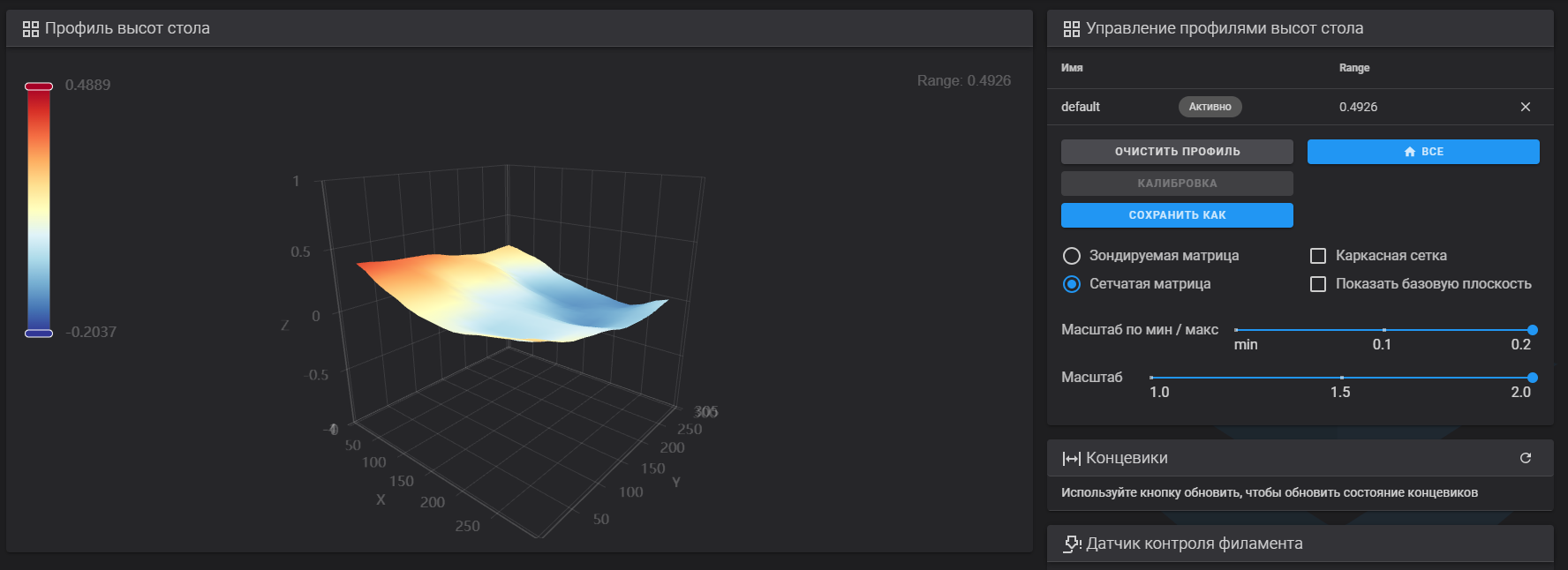
Огромный стол 3V3 plus я у себя никогда не видел ровнее 0,35мм, а при нагреве 50-60 градусов одни значения, а при 80-90 совсем другие. И сама рабочая гладкая пластина мне очень не нравилась, идеального первого слоя на ней так и не добился. На нынешнем 3V3 стол намного ровнее 0,17 -0,3мм стабильно, и с текстурированной PEI отличный первый слой.
Голова двигается тоже тяжело, особенно если сильно натянуты ремни. Это скорее всего вина этой сложной кинематики и больших моторов. Без ремней свободно катается от пинка от края до края.
Ну радует хотя бы что 0,49 ± стабильные если его по уровню выставить, но по первому слою я просто ставил другую текстуру и увеличивал количество выдавливаемого пластика и 1 слой правктически идеально заливается, но я не печатал больших плоскостей в основном на 2/3 стола максимум. Кривая гильберта заливает хорошо, еще мне нравится звездочка не так хорошо но красиво
Какие фирмы пластика берешь в основном? Я возможно видел твой профиль на озоне когда искал моторы ну и мельком глянул), ты уже много чего испробовал по фирмам если это конечно твой профиль (увидел похожие фотки в отзывах по моторам). Я до этого брал в основном креалити и е сан ну и катушку лидера попробовал. Но по другим вообще без понятия что стоит брать а что нет. И еще есть одна проблема, при печати petg он практически всегда вытекает после печати или нагрева сам на 2-3 см не замечал у себя такой ерунды?
Да, скорее всего это и есть мой профиль)) Как ты заметил я перепробовал много пластиков, и не было ни разу прям чтоб откровенное Г. покупаю всегда разное, из petg- беру kingroon и пластикофф (на ВБ) хорошая цена-качество, из PLA понравился Jamg (кроме серого), keengroon, anucubic норм, но дороговат, elegoo pla+ очень зашел еще (на али брать по акциям 1000р) Но самый топ для меня теперь это eryone petg-cf просто роскошный petg, дороговат но оно того стоит ( на али по распродаже 1600р) текстура просто огонь печатается легко.
Креалити жаба душит брать)
А petg тоже течет после печати, видимо не успевает остыть, притом на всех принтерах, и на creality HI и на Flashforge 5m
1 Like
Я просто не люблю с настройками возится долго, а на известные фирмы много где есть стандартные профили в которые зашел и напечатал которых в основном хватает для моих задач где-то температуру и обдув подгоню и все ок. Но другие как то опасался брать так как не было желания возится с подбором настроек потом попробовал лидер и получил качество чуть ли не лучше чем у креалити кога подобрал настройки. В итоге захотелось попробовать что-то еще но не знал с чего начать
Еще заметил большую разницу между заводским креалити который лежал в коробке и заказанным на вб казалось бы таким же. Но по итогу оказался хуже… Не оправдал ожидания. ТПУ пробовал?
По шкивам есть уточните, один лучше взять gt2 20 зубьев и шириной под 6мм ремень, а второй под 10мм. У себя щас глянул на Х мотор лучше короткий 6мм шкив ставить, чтобы фиксирующие винты попали на D образную часть вала, а у меня они сейчас на цилиндрической. Вперед выдвигать нельзя иначе гкив упрется в раму



ТPU только пару раз печатал, брал тоже eryone
@ Slime выражаю тебе огромный респект за статью ИИ, я поизучал ее и нашел очень полезное, а именно убрал противный писк экструдера при печати, просто переведя драйвер экструдера в StealthChop!! Я не ожидал такого хорошего эффекта! ![]()
![]()
1 Like
Без проблем обращайся если еще какую-то ерунду спросить надо будет могу закинуть подписку каждый месяц беру) Буду сегодня моторчики заказывать со всей переферией как приедут отпишу по тестам. Кстати посмотри там по напряжению что ии писал может в этом проблема того что леадшайн не встали на 3 v3 там же как я понял разные движки может что-то не бьет с твоими настройками. Можешь попробовать закинуть код и маркировки моторчиков которые стояли и которые встали могу попробовать уточнить чтоб подогнал код под новые если там что-то меняется ну а по механике придется самому лезть крутить но я думаю тоже подскажет почему нет эффекта.
1 Like
можно попробовать проставку между мотором и рамой подкинуть если есть место тогда мотор чуть отодвинется назад и шкив встанет. но не знаю как там у в3 с местом не видел их в живую. Как вариант можно попробовать еще 1 совет ии и вместо проставки вырезать резинку и использовать ее в качестве проставки между корпусом и мотором может даст какой эффект с гашением вфа и вибраций. Но судя по ответу ии может малость пострадать точность. Проставку можно попробовать вырезать из велосипедной камеры или найти что-то потоньше но так чтоб перекрыть контакт двигателя с корпусом. Так и под шкив место чуть освободится и возможно подойдем на шаг ближе к решению проблем) (ну или взять ушм или гравер и чуть дальше проточить вал)
Я точно помню что в конфиге на плюсе ток стоял 1,5 такой же как в конфиге на 3v3, хотя движки разные совсем, на плюсе Moons , а на 3v3 BJ какие-то…а леадшайны 42СМ06 и 42СМ08 имеют номинальный ток 2,5А . Закрадывается огромное подозрение в корявость программеров из креалити.
Сейчас вот снова делаю тесты с ледшайнами и правками конфига, и результат уже намного лучше
@ Slime Гравер точно! Отличная идея!! ![]() и не надо ждать шкив)
и не надо ждать шкив)
1 Like