I tried printing with TPU for the first time on my new K2 and encountered some problems. About halfway through the first layer, it stopped extruding and started pushing the filament out the side of the extruder in a loop, as shown in the picture.
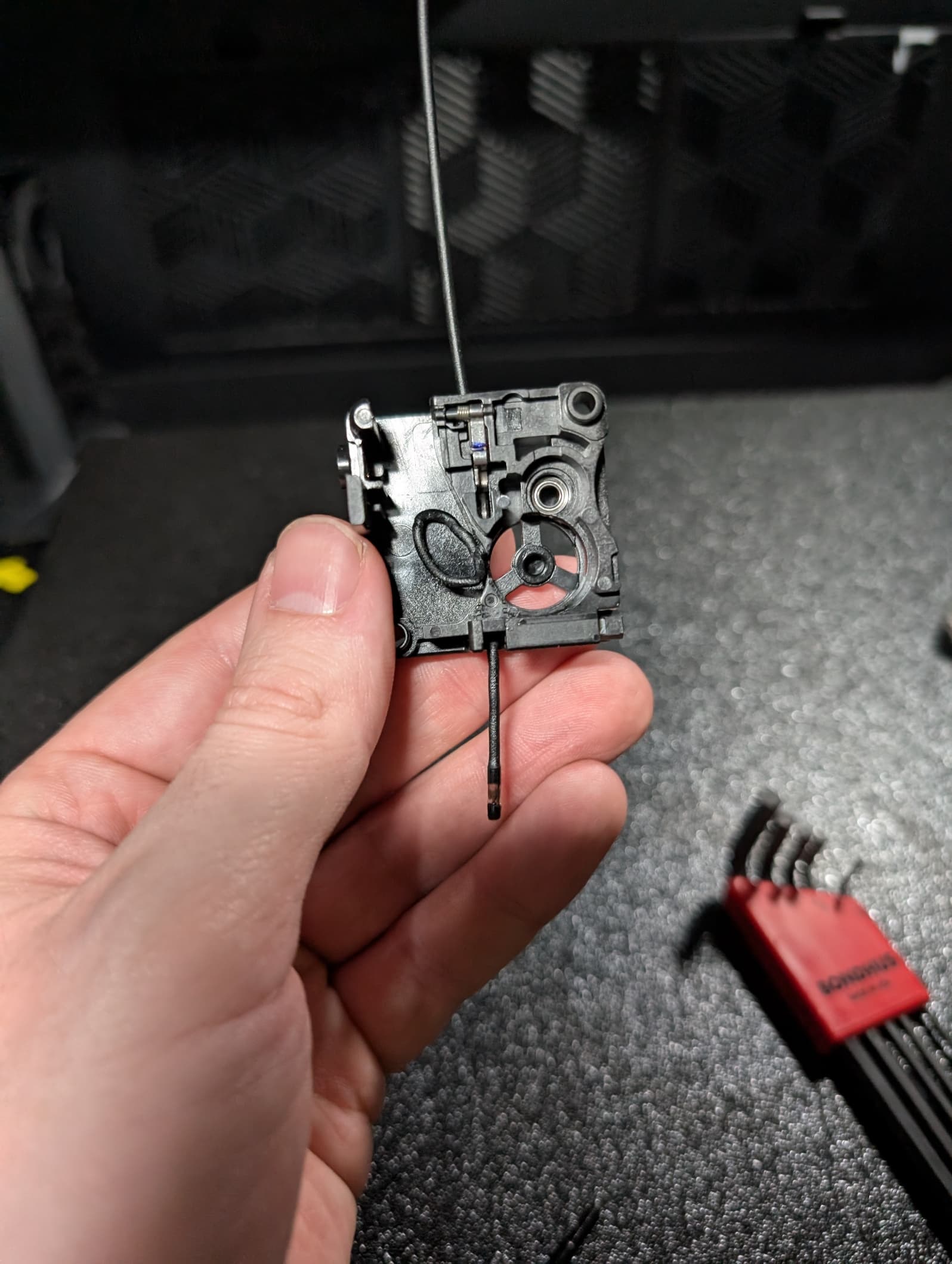
I disassembled the extruder and found that the filament was pushed under the idle wheel and out the side. I was using 95A TPU from Overture that was a bit old but kept inside its resealable bag with a desiccant. The filament was loaded from the spool holder through the PTFE tubing. Has anyone else had this issue or have any tips about printing TPU reliably on the K2?
I’ve not had it on that printer, but I do know that retractions should be kept to less than a millimetre, wet spaghetti doesn’t like being retracted and also it needs to be properly dried before printing, a sealed bag with dessicant isn’t enough. Been printing red Overture TPU today and the first few prints were really stringy as they weren’t quite dried enough, after 6 hours printing from the drier it had really improved.
Have you done a max volumetric flow test on the TPU? I never had much luck on my Ender 3 V3 with TPU until I ditched the tubing and used a top mounted filament spool but your issue may be heat creap, I would leave the door open at all times
Had this problem on ender 5 with micro swiss direct drive. Filament “herniating” from the feeder is due to a blockage in the extruder. The blockage is caused by excessive retract distance. It pulls the molten tip of the Filament back into the heat break where it cools and sticks. Eventually it blocks the path to the heat block. Set retract to 3mm (default is 6mm i believe) and limit retract speed to 15mm/s. Problem gone and stringing, if any, is extremely minimal.
Btw, my tpu spool sits exposed for months in a shop that regularly has swampy humidity. Nylon, even in a box with massive amount of dessicant, becomes horribly wet and takes days to dry in a heated dryer. TPU DOES NOT CARE 1 BIT! and prints great. Only thing i notice is that TPU parts which have been sitting around a few months become noticeably harder and less pliable. Durability seems to actually improve while flexibility suffers.
Fix the retract and don’t worry about the filament.
It certainly does, if I print without drying it will be a mess, dry it and it is great. Some brands are worse than others Creality TPU seems less hygroscopic but is also a stiffer material when printed. Overture gets rather wet and is much softer. I have some Tinmorry transparent red coming, lets see how that fairs.
Sainsmart, ninjatek have both been great with zero observed sensitivity to accumulated humidity. Ninjatek cheetah prints at slightly higher temps (240 nozzle/50 bed) and has given outstanding results even when pushed to roughly 70 degree unsupported overhang.
In regard to the OP, I have experienced this problem 1st hand and it is solved by preventing the blockages in the area immediately above the heating chamber. Fresh, dry filament right out of a sealed bag had no impact. Minimizing retract is the key. Even “wet” tpu prints great with parameters that prevent the clogs.
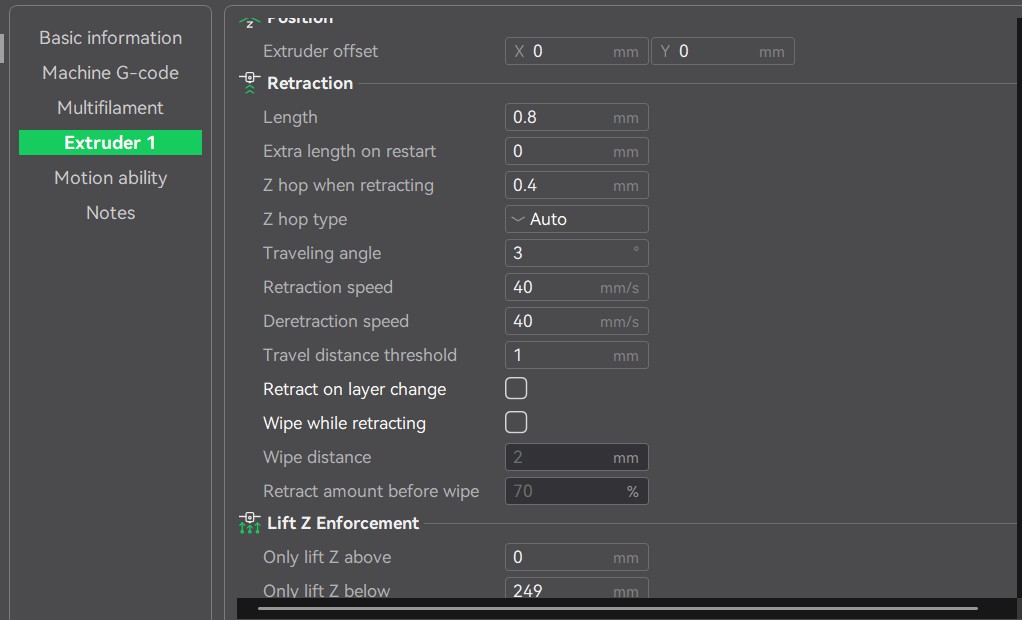
First thing I noticed is that the default print speed for TPU in the creality slicer is really high (like 200 mm/s). So, I dropped that down to 20 mm/s. Second, I set the retraction distance to 0.8 mm and 5 mm/s speed. I upped the temperature to 225 C and actually managed to get three small successful prints. After letting the filament hang out in the open for a week on the spool holder, it now consistently fails on the first or second layer with the same print settings. After disassembling the extruder after some of the fails it looks like the filament either herniated or even wrapped around the extruder gear.
I want to try increasing the nozzle temp to see if that will allow for greater volumetric flow rates, but lowering the temp may also help prevent blockages from filament melting in the cold part of the extruder tube?
TPU needs to be in a dryer, it soaks up moisture quite readlily, it is interesting filament to print. I think I got lucky with picking the right brand and using the right preset to not have issues.
I have a K1C. I am using the TPU from Formfutura. Sometimes the TPU prints perfectly and sometimes it stops and grinds. You say swt the retract to 3mm but on the Creality slicer retraction is 0,8mm by default o- or am i misinterpreting this.
Ugh!
Tried another print with the same TPU. No retraction but stopped after 1/2 hr. I wondered if the friction in the Bowden tube was an tissue so fed the filament directly into extruder. Jammed again after 20 mins
I have taken the extruder apart (and nearly lost a tiny bearing). No debris to see
Now cleared the nozzle using the “Atomic method” that I used to use on my Ultimaker and trying again
All very frustrating as previously printed something that took 6 hours in TPU without a problem.
And failed again
I am printing using the generic TPU setting of 230C which worked with this filament before
Come to think of it, it is a new roll of filament that is causing the problems. It came in a sealed bag. Maybe its the filament???
230 is what I run my TPU at 5°C either side and it will start to string. I always print TPU from a drier and discard the length of TPU between the drier and printer if I have left it a couple of days. I don’t have the clogging issues, but I run 0.2mm Microswiss Flowtech nozzles rather than Creality unicorn. Even old fashioned MK8 nozzles on my Ender 5 plus through 2 foot of Capricorn tubing doesn’t clog. Wonder if the unicorn might struggle with TPU? Pushing TPU over longer nozzles might be an issue?
There is a little bearing that drops off when you open the extruder. This picture is clipped from a Youtube video to avoid me taking it apart! The guy is pointing at the bearing