In the print profile I’ve told it to use reel 2 which has support material in it. ON the CFS I’ve selected
Brand: Generic
Type: PLA
Name: Generic Support for PLA.
When I try to print, I get this;
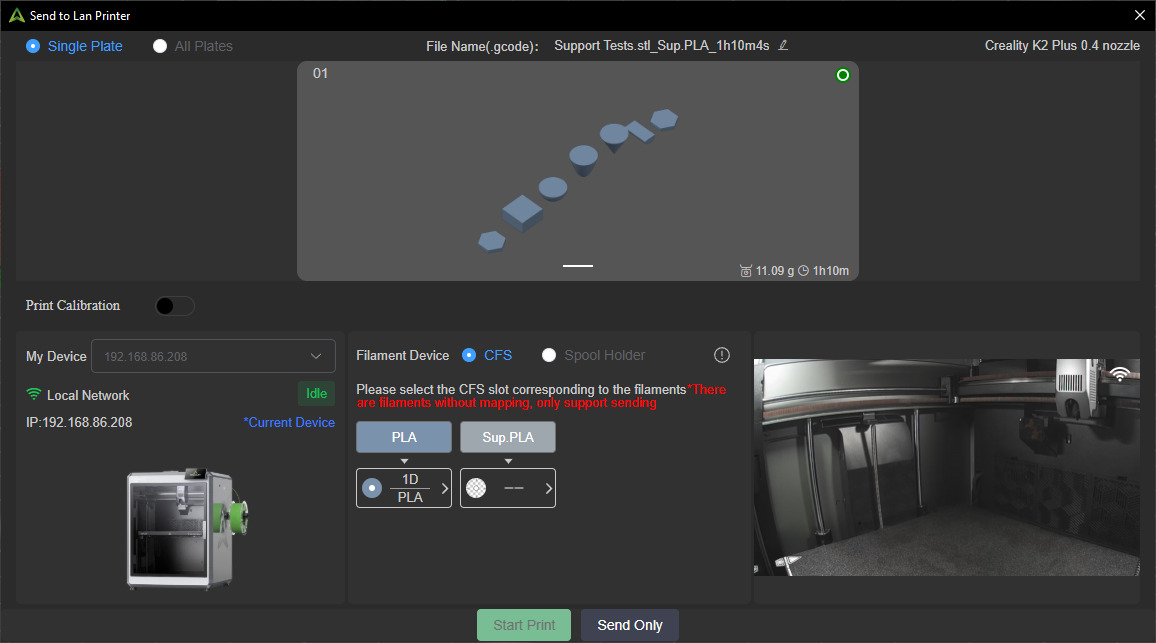
What am I doing wrong?
In the print profile I’ve told it to use reel 2 which has support material in it. ON the CFS I’ve selected
Brand: Generic
Type: PLA
Name: Generic Support for PLA.
When I try to print, I get this;
What am I doing wrong?
I think I’ve found the problem. I edited the filament profile and there’s a box to tick simply called “Filament for Supports”. It’s this that creates the “Sup. PLA” category on the print, but there’s no way to tell the CFS that it’s holding “Sup. PLA”; apparently telling it “Generic Support for PLA” isn’t quite clear enough for it…!
I unchecked the box and it let me use the second reel, the one I’d selected for support interface material in the Creality Print “Support” settings.
Just have to hope it switches to it in the right place!
I assume you print PLA but which filament do use for support? Is it any other standard filament (PLA or PETG)
Why do you use a different filament for support?
I never used the the ‘support filament type’ , I have some hips and PVA which could be used but I last time used it 8-9 years ago with my dual-extruder printer from that time.
I print the support 99% with the same filament than the model, for the rest I use only a different material (PETG for PLA or vice versa) and define the second material in the support interface section of the slicer.
The filament profiles for all materials are my self adjusted ones without ‘support’ flag.
I posted once here how I do this.
There is also another thread which had a lot of coverage on that: Printing supports in a different filament than Main object
I’m trying to make use of Bambu’s dedicated support material. I’ve read that it’s a mix of PC and ABS and can be used to support both PLA and PETG, and I print in both sometimes (not at the same time though!).
Well as of now, I don’t. I’ve bought one reel of the Bambu for evaluation, because I have a theory.
I believe the trick with support is to recognise it’s not about speed or ease of removal. It is entirely about quality. We have in the support material a “bond breaker”. Supported surfaces are notoriously rubbish compared to upper surfaces because you need that “distance to roof” and “distance to floor” setting to be greater than zero when using the same material to stop it sticking to itself.
With the non-bonding support, you don’t. You can be flush with the underside of your model. You do not need it to be low density either…because it won’t stick.
High distance and low density both lead to undersides that are worse (much worse) than the same shape printed as the top.
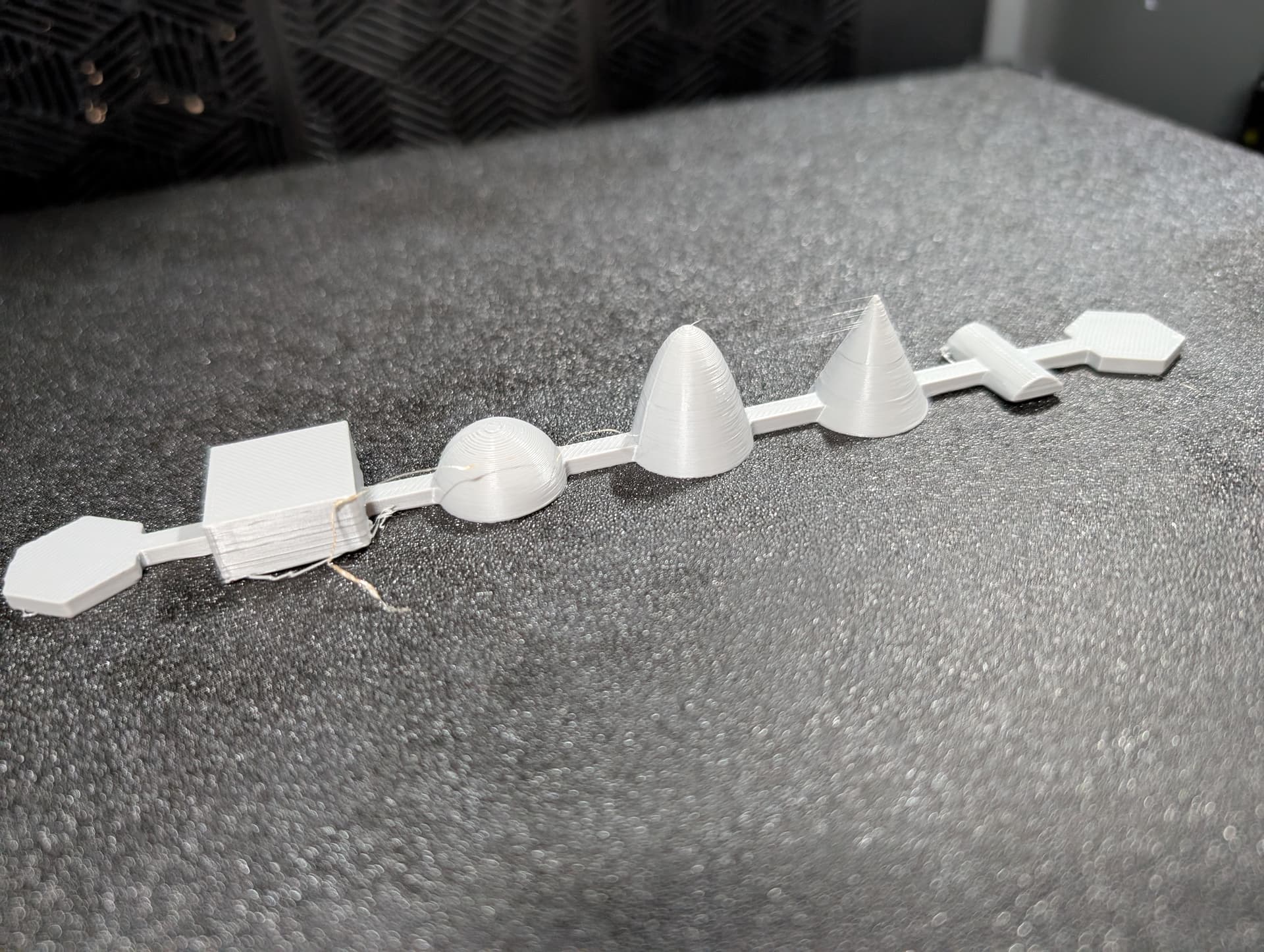
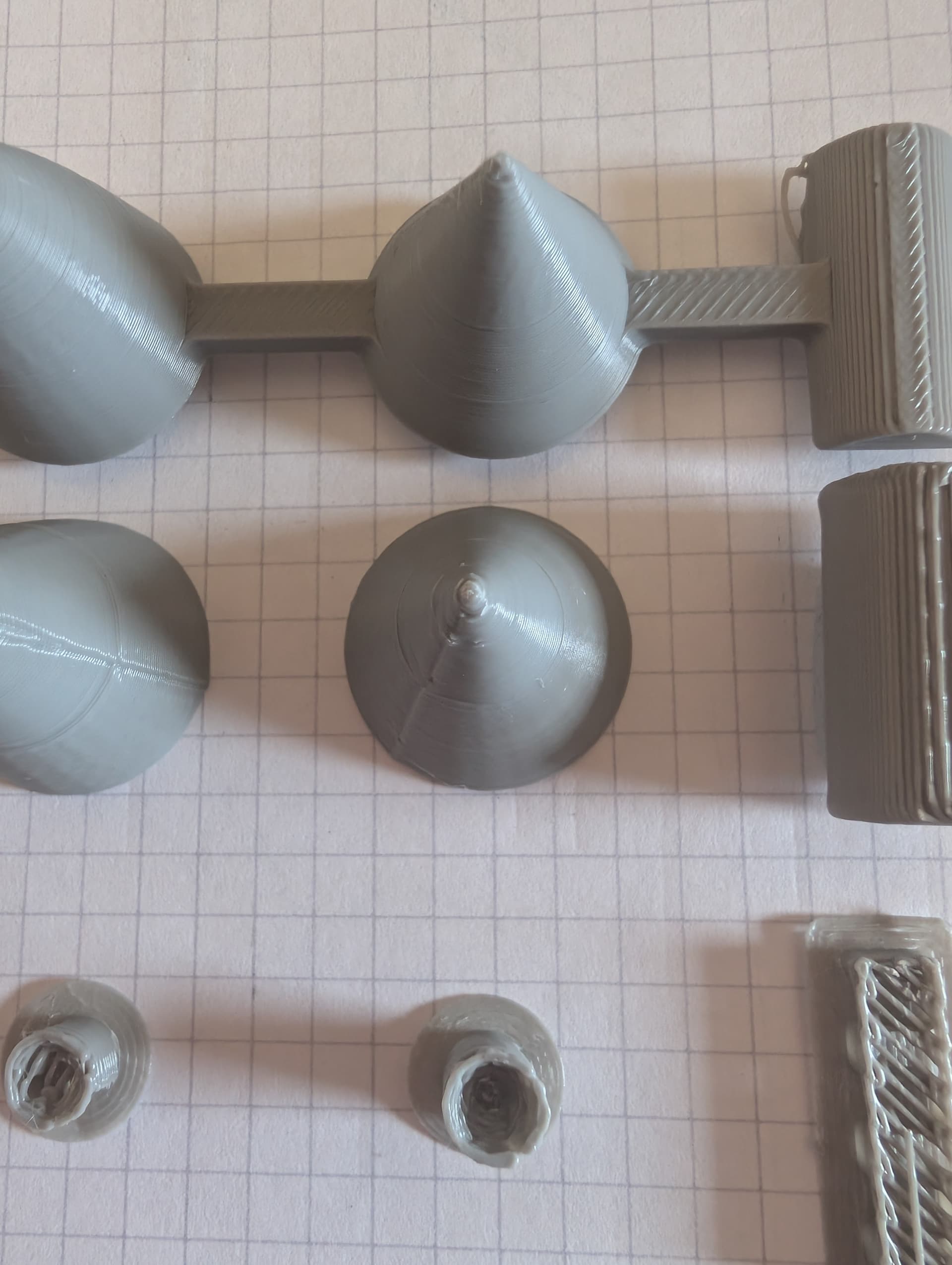
I’ve already done some testing, just to illustrate the point.
Here are five shapes (ignoring the hexagons at the end, they’re just placeholders)
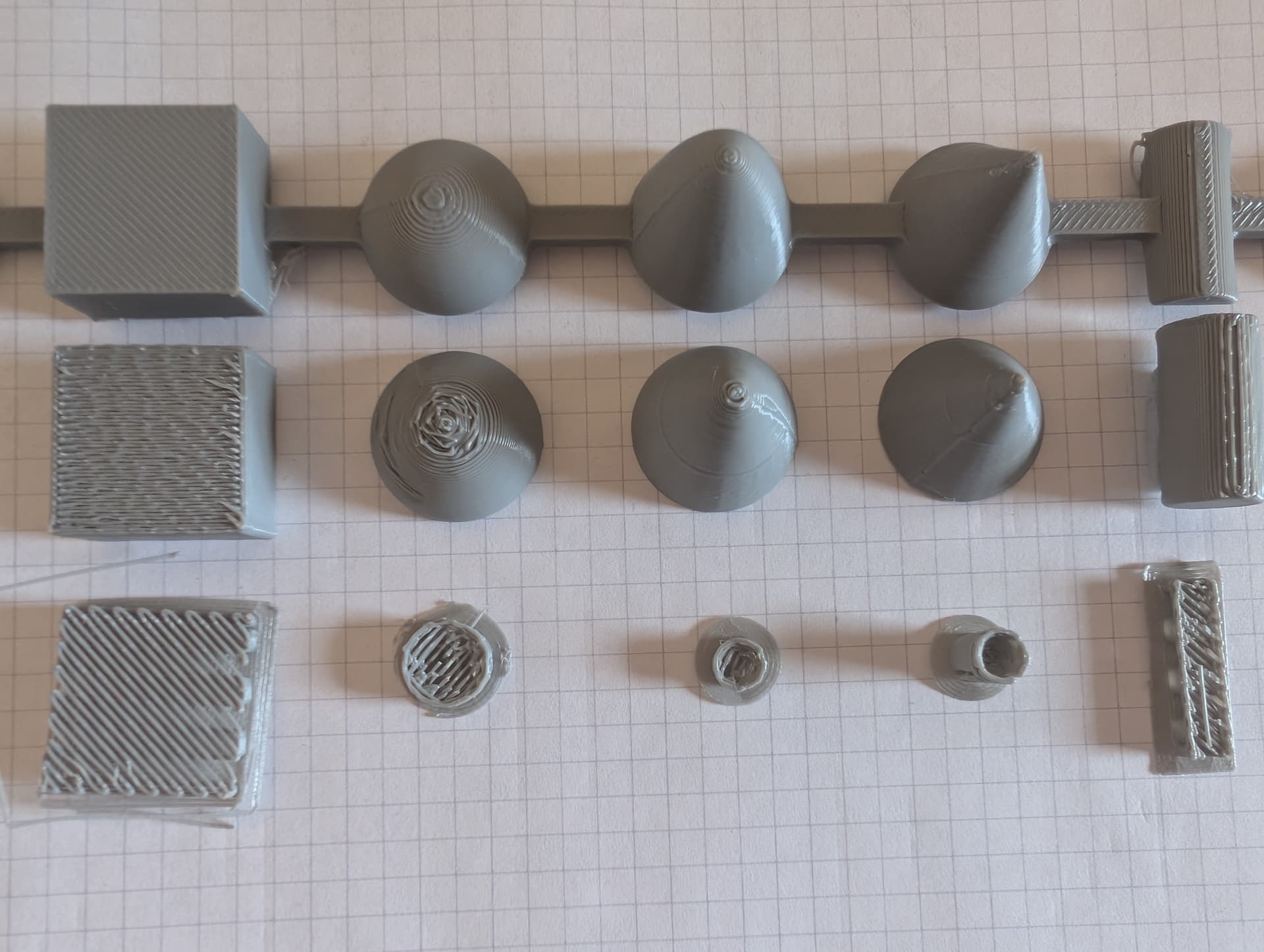
Now what if we flip them upside down and float them 3mm off the ground…?
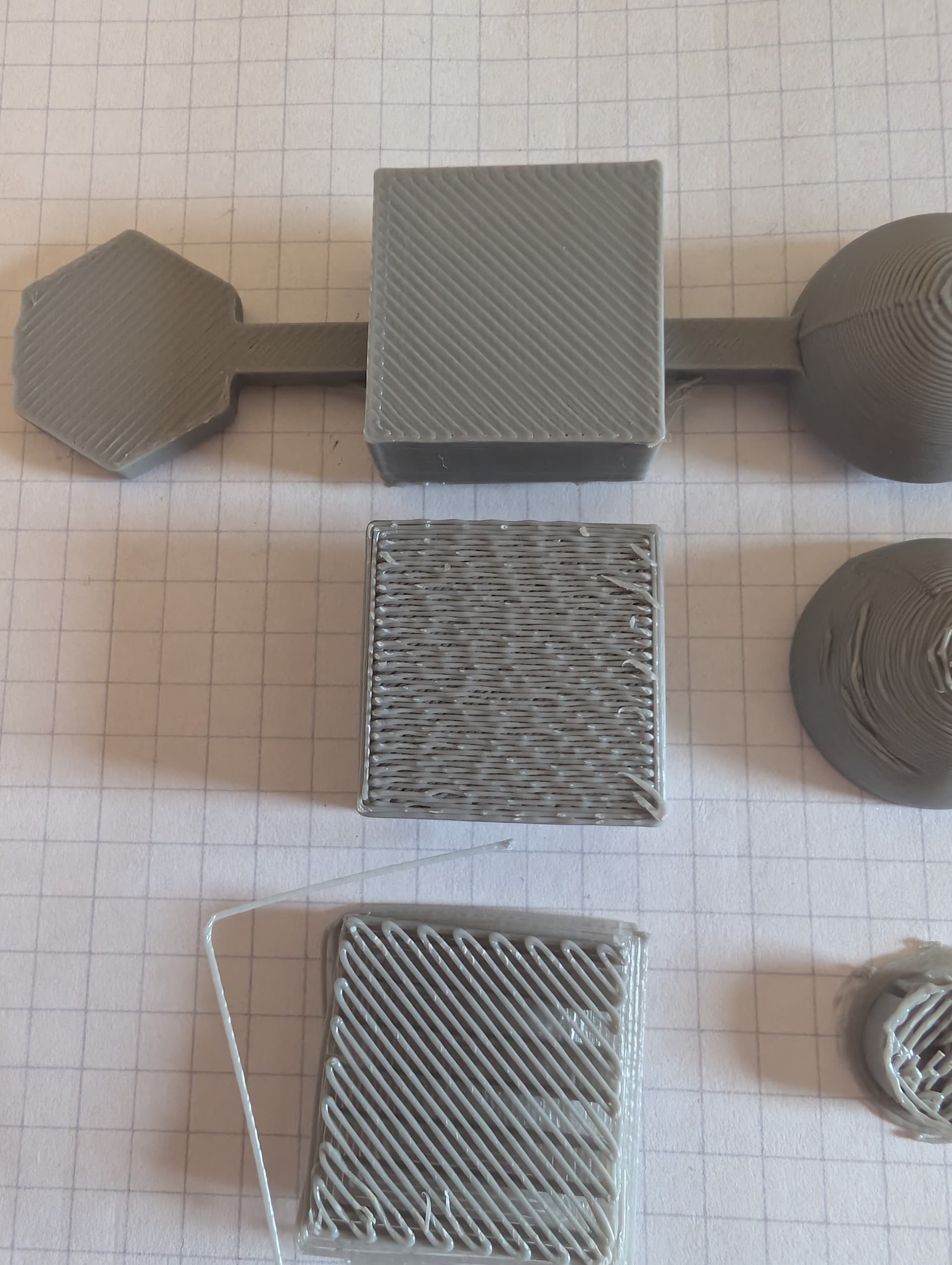
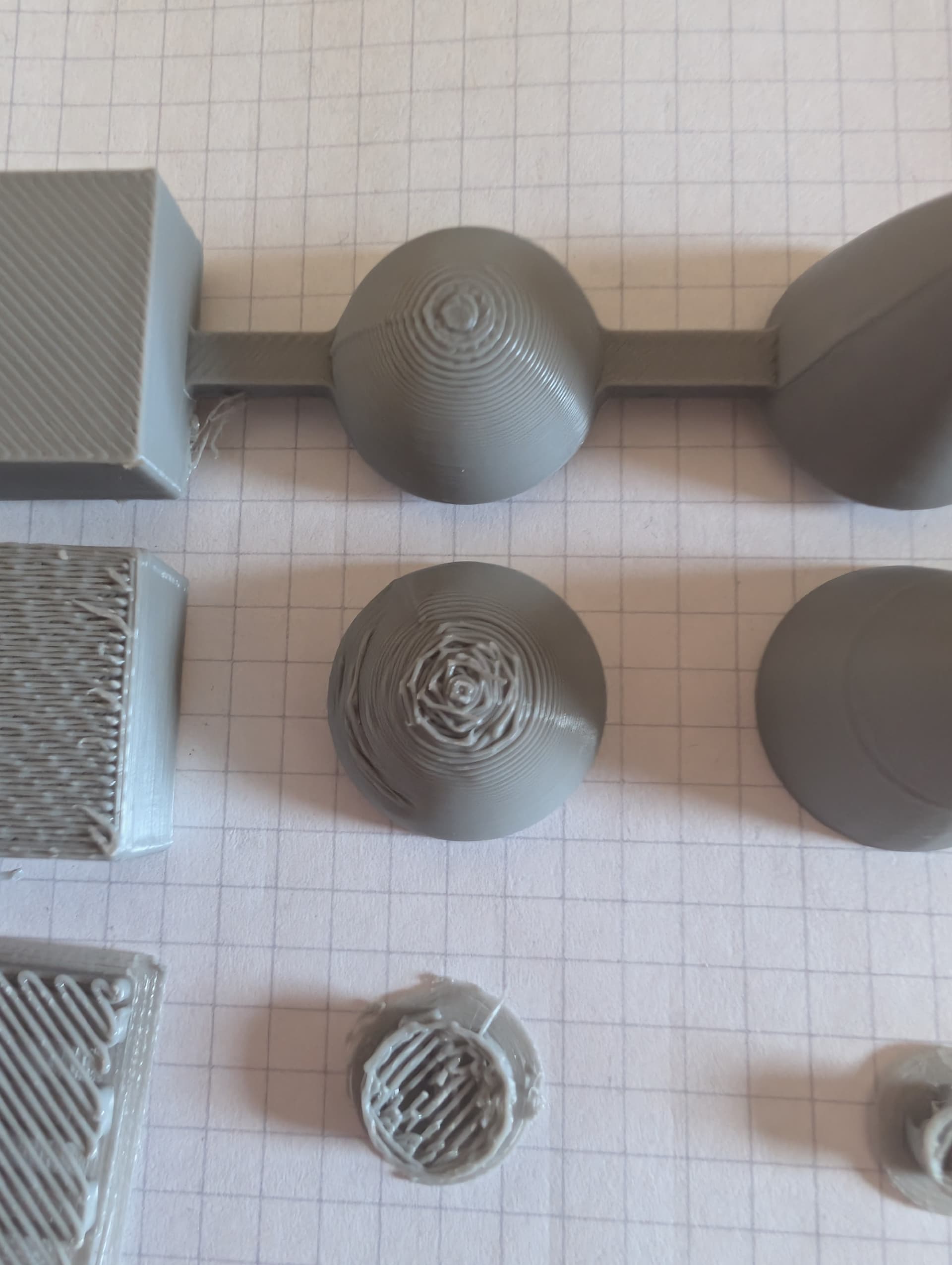
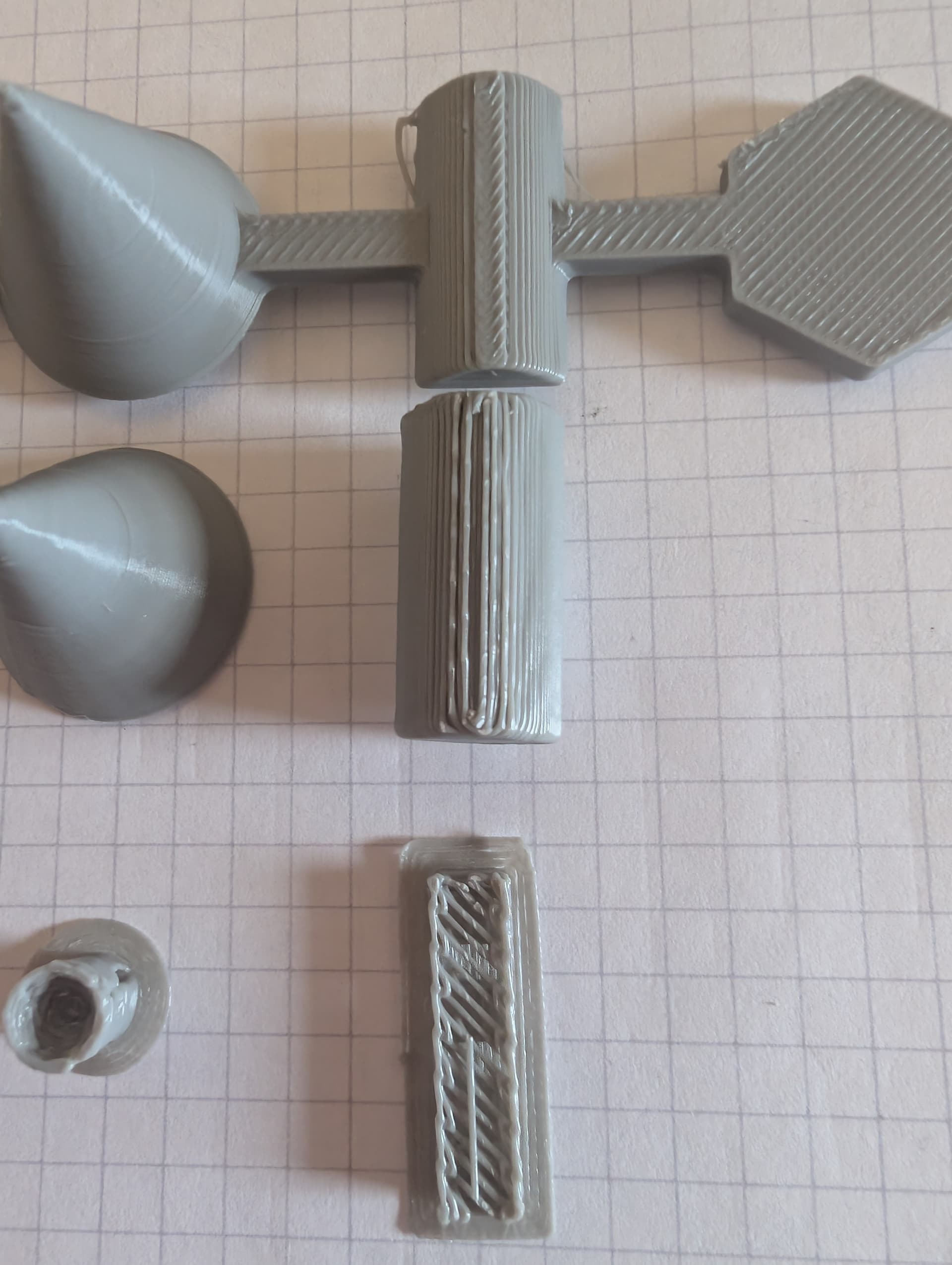
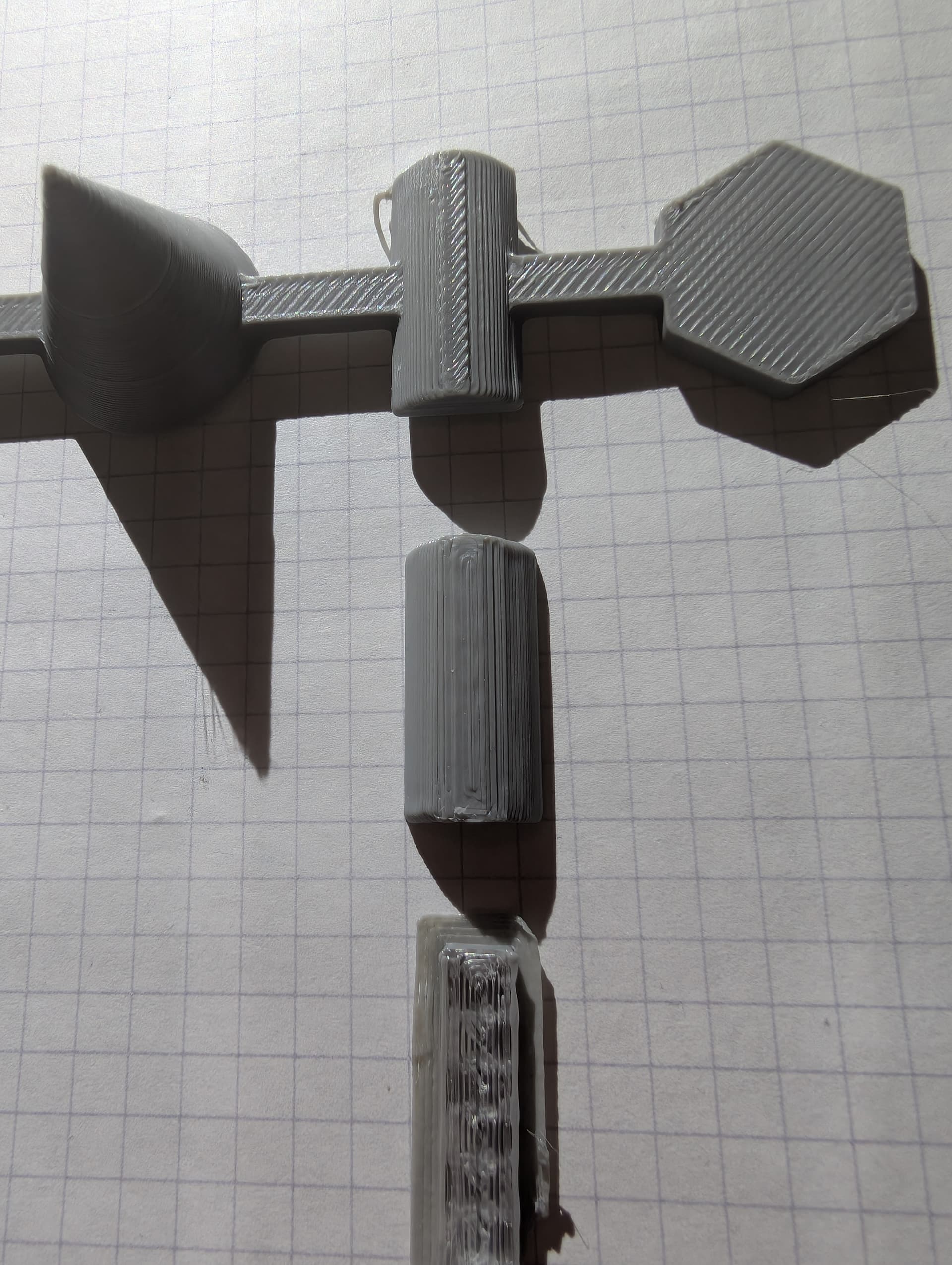
Compare the undersides (particularly of the square, hemisphere and cylinder, later to become a half-cylinder to stop it rolling about!) to the topsides.
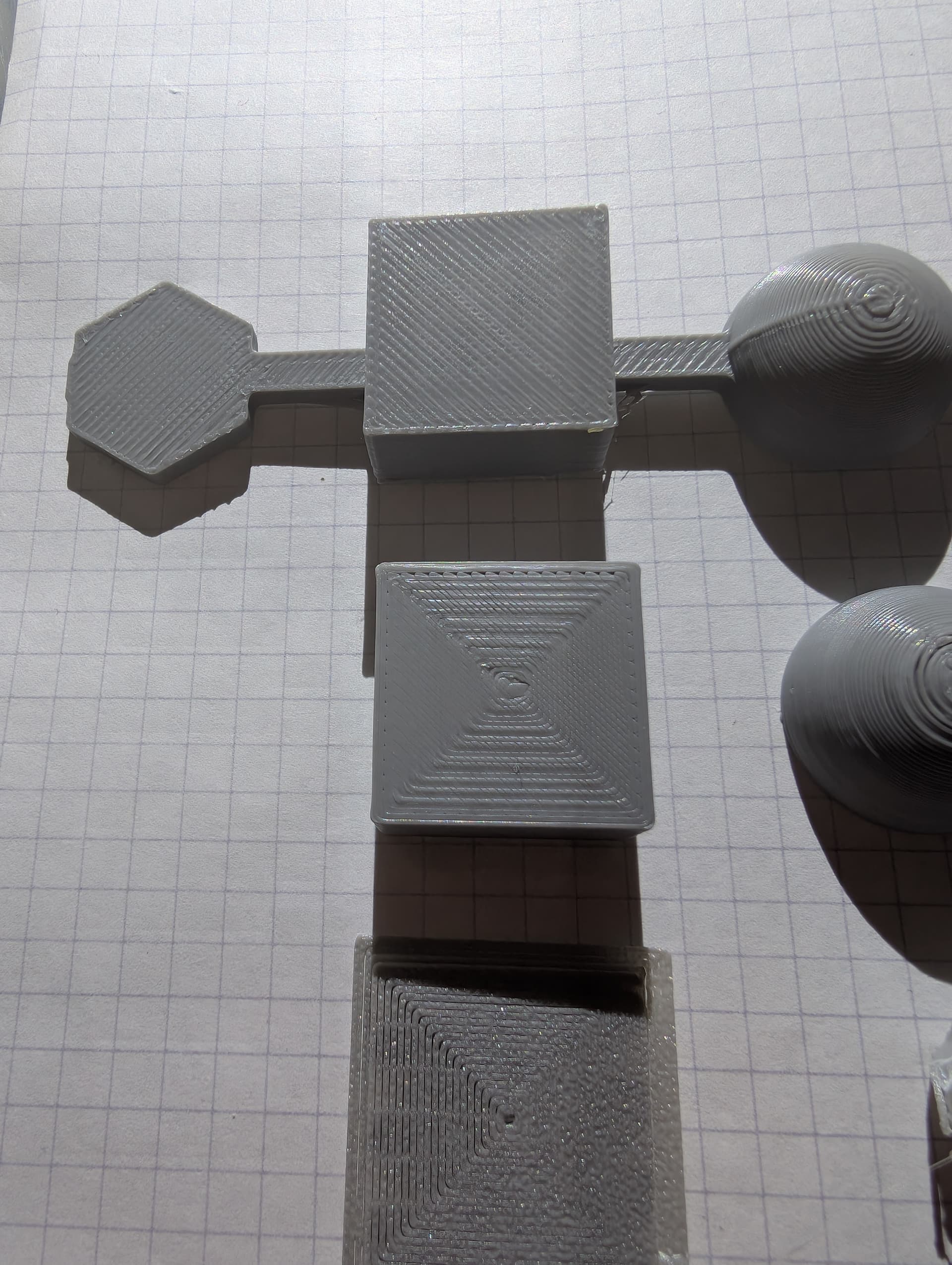
You have to admit, it’s less than great…but look what I managed to achieve on my first try with the support filament, using it just as the “roof and floor” layer, and leaving the rest of the support as PLA…
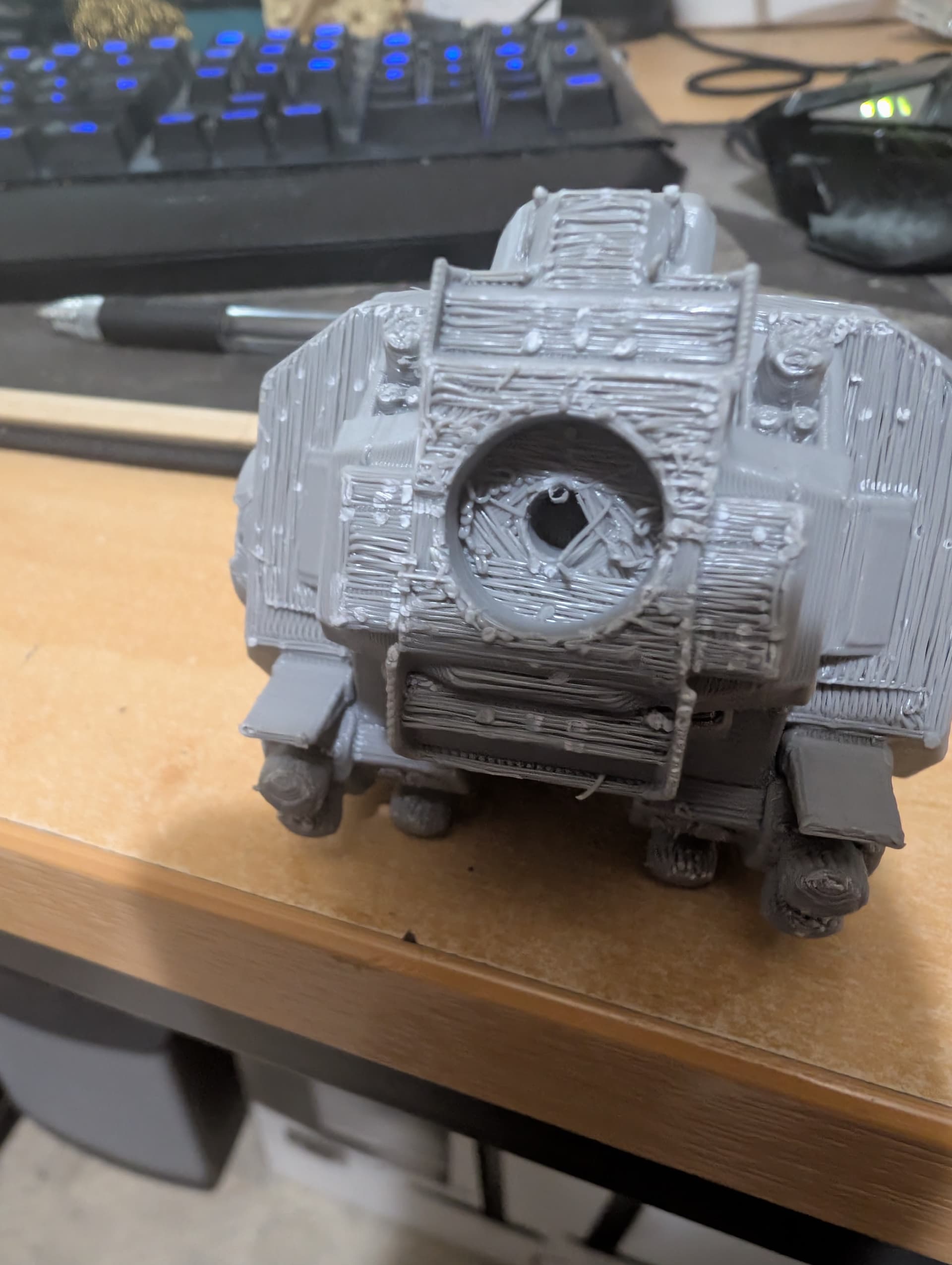
I think the square and cylinder are particularly impressive, however the square is “easy mode” for normal support. It’s surfaces with dips, bumps, protrusions and cavities that are the nightmare. But; confidence boosted by the initial tests, I’ve put one of my Mechs on to print, using 5 layers of the support as the roof and floor material. Let’s hope I can get better than this;
I’ll know in 8h41m…like I said, it’s not about speed!
I can only list here which things I would try to address your problem:
Oh believe me I’ve tried, but with these mechs there’s always something that suffers from being “down below”; I mean look how fine those antennae are - I’m seriously impressed they printed at all;
Butt seems ugly…no, wait…
Butt seams ugly…argh that’s worse
But…seams? Ugly! (got there in the end!)
There’s a big “no PVA” sign on my CFS though…
I missed replying to the one I AM doing…sort of…not using PLA support for PETG or vice versa, but when I select “Support structure” …
…in one of the half dozen or so places that I can in Creality Print, but obviously not the one in the material profile that caused issues with the CFS not being able to locate “Sup. PLA”, because I turned that one off again…
It automatically suggested I reduce distances to zero - which was exactly what I wanted to try with this “specialist” support material from Bambu - and yes, only as interface. Partly because it doesn’t have the strength to be full support, but also using it as both “roof” and “floor” gives me two natural break points when stripping, which could help.
And lastly because the damn stuff is criminally expensive!
£30.99! Oh, my wallet!
I’m not recommending it, so I hope there’s no problem linking to a Bambu product on a Creality forum!
Oh I also looked at the “Matte” materials as one of them I tried was the easiest thing to separate from supports that I’ve ever used. With the standard PLA its’ a bit like trying to get chewing gum out of long hair, but with the Matte (again from the “other” company) it was like separating two halves of a custard cream.
However…on these Mech’s the detail is so fine that the support actually seems to surround it…a bit like Giger’s Alien encases human beings in the movie…and the adhesion reduction still wasn’t enough to avoid damage.
Yes, I like matte a lot as well!
I have >100 different filament colors/types which I print on K2, 25% is silk and 25% is matte! Then I have ~10% Galaxy (sprinkling) PLA, ~10% PETG, 10% ASA and ~10% CF or GF enforced different types.
The rest 10% is only a handful PLA (mainly high speed from Elegoo or eSun for hueforge) and some special PLA types from extrudr or eSun.
The nicest/best is Greentec Pro from extrudr (can withhold 100°C) but 3x more expensive than normal PLA. It looks in between Silk and matte PLA but cannot be used for small/thin parts because it’s too brittle.
Matte I have from extrudr (NX2), eryone, Ziro, and eSun.
Oh yes, 4got 2 mention that I have maybe other 20 different types of filament which I print mainly on my Qidi Xplus3 printer because it is equipped with a 0.6mm nozzle and can print more easily TPU /PC/CF type of filaments.
Did you ever figure this out? It seems to only work if you uncheck the “Filament for Supports” box, correct? Does it not work under any other circumstances with this box checked?
This works straight out of the box with Bambu Studio and Orca Slicer when using Bambu printers. I’m surprised that it’s taking this much work to tell Creative Clouid to use slot X for support filament, and there’s not much information about this as well.
Curious to know if you got this resolved.
What I have seen here https://www.youtube.com/watch?v=Nd3qzX4hiJg&t=3s I would not buy this material!