Hey Ching! 
First off, thanks for sharing your experiment. I know it can be frustrating when the first layer just won’t behave, and I can tell you’re digging in to figure it out.
That said, what you’re capturing in your video is actually totally normal behavior called thermal deformation.
Let me explain real quick:
Aluminum is used in most heated beds because it’s great at conducting heat and relatively affordable. But with that benefit comes a tradeoff… aluminum expands when heated. Your bed is going to grow in size as it warms up, and since it’s bolted down, the expansion has nowhere to go but up. That’s the “bowing” effect you’re seeing in your time-lapse.
When folks suggest “heat soaking,” they mean manually preheating your bed before starting the print. For PETG, I usually preheat the bed to 70°C, let it sit for 10–15 minutes, then calibrate the mesh. That gives your bed time to fully expand and stabilize before calibration kicks in. You can do this in Fluidd, or on the printer itself, before sending/starting your print.
Your video noted that PETG takes around 4 minutes to heat before calibration begins. That heat-up process is enough time for deformation to set in, and if you haven’t pre-soaked, it can throw things off as you captured. So the trick is just get to your final temp first, give it time, then calibrate.
Extra Notes from the Trenches:
High-temp filaments like ASA, PPS, or PA bring another fun challenge: gantry deformation! (Don’t worry, that’s a future rabbit hole  )
)
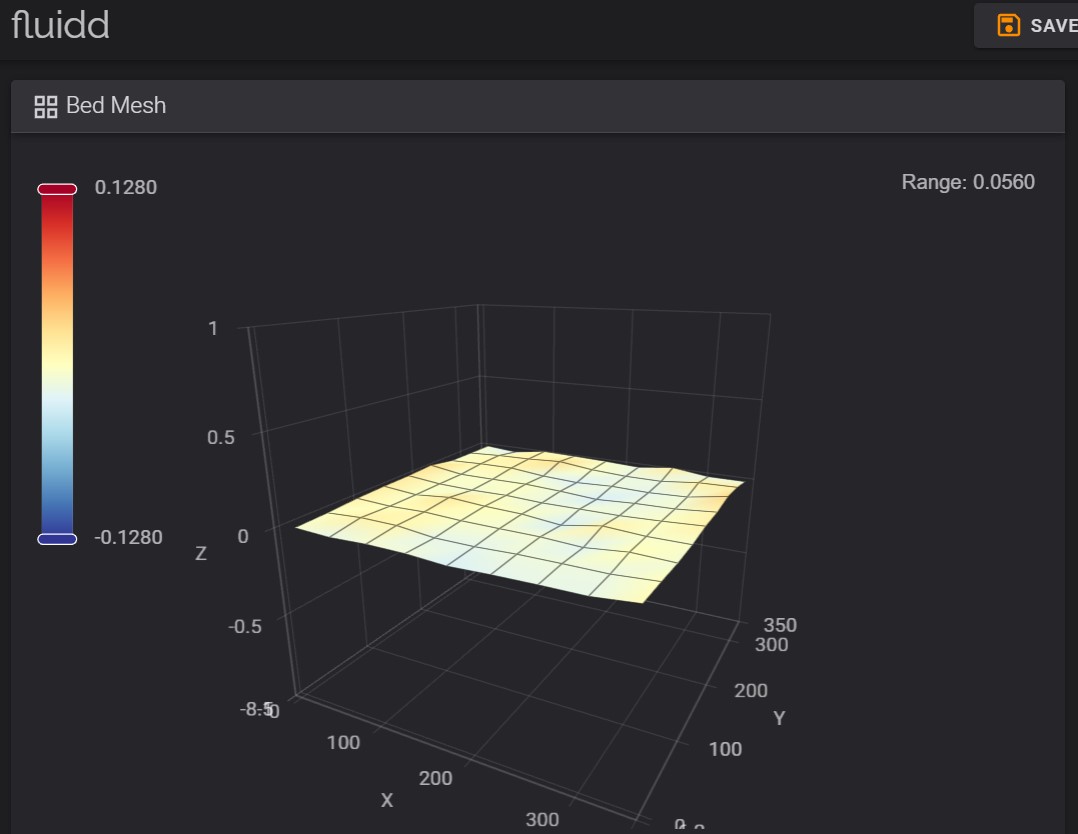
And yeah… I get it. It’s easy to hyper-fixate on these tiny inconsistencies (I’ve been there). That’s how I ended up designing the IRON3D Grid Daddy leveling kit and a dial indicator mount. One of my K2s is dialed in to a bed mesh deviation of .05mm, the other to .07mm at 50°C… but even then? First layer isn’t perfect. Just very, very good.
And fun fact: my Creality Hi actually gives me more consistent first layers! Mostly due to size and mechanics.
Z-offset also shifts with different materials. Heck, I had to adjust mine just between Hatchbox and Zyltech PETG. It’s all part of the game.
My Suggestions:
- Preheat your bed to full temp first, then calibrate.
- Try not to obsess over first layer perfection… With K2s, edge to edge perfection is a myth unless you’re using borosilicate, CNC-milled beds, or graphite plates. Not saying a grade A- or a A isn’t achievable.
- Reach out to Creality via WhatsApp instead of email - faster response, and still gives you a paper trail.
- And give yourself some grace. These machines are incredible but not magic. You’re learning, and that’s half the fun.
Also, I’ve had the homing issue too! Once was enough for me to never forget to rehome again after powering off mid-print  The sound it made nearly required me to change my pants. HA!
The sound it made nearly required me to change my pants. HA!
You’ve got a great machine, don’t give up! Happy printing!
Josh (aka Iron3Dad)