, it printed perfect last night other than camera recording issues. I go to print today, no filament is coming out at all!
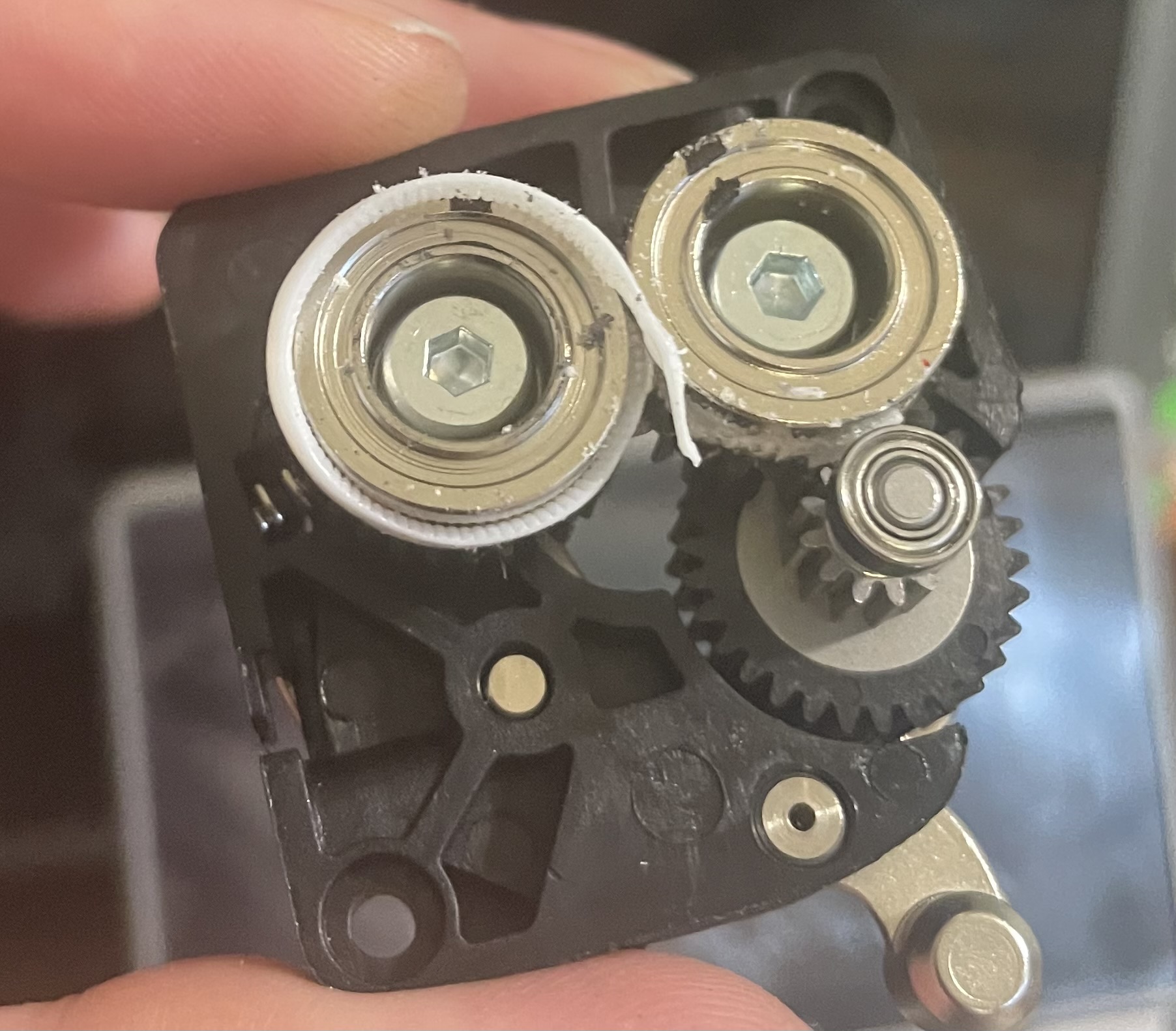
I’m using the Creality PLA filament that came with it, the temp set on 220 Celsius. I took apart the extruder, and noticed the filament was like caked on the gears? I also ran the provided metal stick to push out burnt/ brown filament two separate times, and it has started making a noise while attempting to push filament.
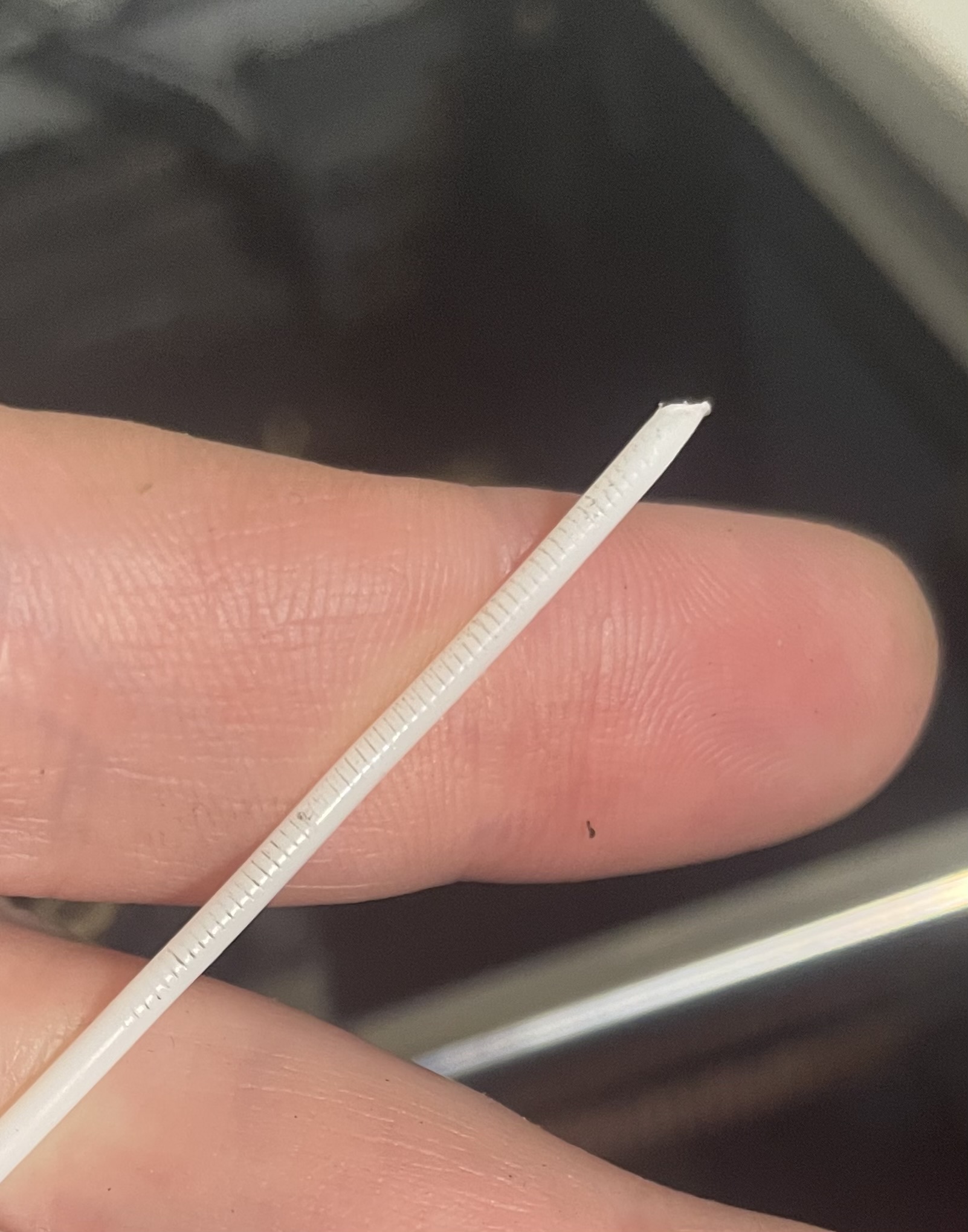
It starts to go in the nozzle a bit, and then nothing other than gear lines on the filament. When I clean it, I did go to the recommended 240 Celsius. I got this yesterday, no clue what’s happening.
Any tips?
Sorry to hear that you are having issues with the extruder. I have had the similar issue with my K1C. I found out the filament was still “wet” but not dried enough. Do you have your filament in a dryer box or on the printer itself (back or side)? Also, Do you dry your filament before you use it? I am sure you already knew this but if you cut a 45 and push the filament all the way down that will also help as well with the filament snags. I hope to be more help to you with this issue. Maybe bring the temp down to 215 C just to do a test print.
Hey! Thank you for the reply I had a day off, so I basically disassembled and double checked wiring, nozzle, everything I could. The hot end wiring was a bit frayed, and there was a bit of stuck filament I finally got out by removing nozzle, heating printer to 250, and using the provided tool to push stuff out. Now, after having a replacement hotend from Creality, I got 3 great prints before I’m having gap issues. Ive been using this white PLA, 220-230 Celsius, and I do dry my filament usually. The ones I tried though had just opened it from the plastic covering.
When I open a new filament, I just hang it and print, that’s never been an issue. Since it’s vacuum sealed with silica gel, I certainly shouldn’t need drying out of the factory packaging. I have a humidity controlled environment, and in the winter the RH is usually in the 20-25% range, in the summer it’s not more than 40% as I have a couple dehumidifiers working to keep it there.
I don’t dry the filament between uses, but I do dry it before I change spools for a different color. I use a couple new packets of silica gel and use Ziplock freezer bags to store the partially used spools.
My printing has been limited to PLA and PETg so far, I treat those the same as far as storage.
I purchased the K1C just a couple of weeks ago and subsequently installed the upgraded hardened steel nozzles that come with the package deal they offer with the printer and filament dryer as well as a 4-pack of nozzles of a couple different sizes. Each time I get a jam, I disassemble the extruder and sometimes there is a visible issue to remove others there is not, but when I restart the printer and try again I usualy dont get much more than 5 mins into the print job before it stops extruding and just continues to try and print without any filement coming out.
I am using the creality slicer software and have not adjusted any of the settings, i am using the 0.4mm tip (the upgraded steel one) and the Hyper series PLA filement that came with the package. I bought it for my kiddo (ok and for me HA) for christmas and he has been bummed because we only got a couple of prints dont right out of the gate but soon as I began downloading more complicated models than the samples that come on the machine, we have been SOL. Could really use a hand on fixing this for good
thanks!
Thanks for the feedback, I just kinda assumed they were “upgraded” this is all completely new to me. I had no problem at all printing anything on the USB stick, interestingly enough tho, i initially set up the printer in VT and then relocated to CT after christmas and then the issues began, so perhaps it is related to the increased humidity. I have the associated spool drier but I have not set it up yet and could not believe that even that small of an increase in humidity could cause such disruption. I will give that a try and see what happens. Thanks again!
Not certain I can print the benchy again since I relocated the machine will try. I thought the stock tip was a 0.4mm which is the same as what I am using now. I will reset all settings to normal and try that as well as the dryer
Do a self-check if you’ve moved the printer to make sure it’s level. The stock tip size is 0.4mm. Also, go into the control panel and see if you can extrude manually a few times. Set the length to maximum and see that you’re getting clean and even sized extrusion.
Hey you guys saw this conversation and decided to join. I bought my K1C funny enough right before Christmas and wanted to address a few things to get you guys started
I don’t understand the “upgraded” nozzle, the K1C comes with the same nozzle as is in the 4-pack. AFAIK, there is no “upgraded” nozzle for the K1C.
Yes. This is funny enough very true the “upgrade” mostly comes from the different sized nozzles that come in the pack as you arent pigeonholded into the 0.4mm like you would be if you had just bought the machine, although for most projects and filaments you are going to want use 0.4mm anyway so its a pretty useless upgrade to get off the bat unless you know what you are doing but also can pay off in the future for when you do know.
I have the associated spool drier but I have not set it up yet and could not believe that even that small of an increase in humidity could cause such disruption.
You would be quite surprised. I live in the south and within the first 3 days of recieving my printer I decided to travel across my state with my printer to test the humidity and it makes a HUGE difference. One of the biggest difference for me was printing PLA funny enough, printing it closer south resulted in more liquid and failed prints and required adjustments on my part.
As John has mentioned when you get the chance please setup the machine and run a self-check on the machine, have it both Input Shape and Auto Level and check your extrusion again. If you have a Filament dryer itd be great to set it up and get that setup properly too.
Also in your video the knocking you hear is what I have coined as the Knock of Beginnings. Because imo you arent a K1C owner till you hear that sweet symphony, jokes aside, that knocking is a sign of blockage within the extruder and potentially the nozzle. Make sure everything in the extruder is clean and seated properly before rebuilding. Happy printing
also, I just wanted to include this for those who might be like me and a little bit short on change, but also just don’t want to Shell out the money for a fancy filament dryer if you have the k1c due to the fact that the bed does not go down all the way you have enough room to technically put a roll of filament down in the bottom. if you want to dry out your filament and don’t technically have a dryer or don’t want to whip out your dryer immediately, place your filament in there and start a print as it prints the inside of the printer will begin to heat up and in turn will also dry out your filament and by the time your prints done your filament will be dry and you can start on the next one
I may have jumped the gun…only let the drier run for about 40 mins and then print failed 10 mins into the job. Patience is a virtue I struggle with. Im going to let it run overnight to really get it dry and try again
thanks everyone
yeah, 40 minutes is too soon. I understand the excitement. trust me the moment I got mine I immediately jumped the gun and started printing out benchys. So you are More than fine if you don’t mind me asking. what filament dryer do you have? do you have one that is more manual or do you have the creality space pi?
The typical time I dry is three hours for PLA or PETg, usually the RH is down to the 10-12% range, I figure that’s good enough.
If you can’t extrude from the control panel, there’s no reason to try to print.
Another point, a filament tangle can also result in failure to extrude, I got the filament crossed up once when I first started using the printer, that will stop the works. It also chewed up the filament similar to Sartorial’s first post. I had to take the extruder all apart, clean the nozzle, and flush out all the bits of filament. I didn’t let that happen again.
I would be very happy to be able to get my humidity readings that low
All the better to you.
Where I live (not the Amazon or a print farm on a marsh), the daily humidity is anywhere from mid 60’s to mid 80%.
My driers can never get the humidity for the filament lower than around 35% at the BEST times.
Well, it’s winter here in SE-PA, and since it’s around 22F outside, when you heat the inside air to 70F, the RH drops way down. I only get the RH up to around 30 with the humidifier on the furnace running, it’s around 15-18% if I don’t have that on.
I normally don’t see humidity in those ranges unless it’s mid July and raining around here! Even then, the A/C normally keeps the RH in the 40’s.
it’s funny that you mentioned filament tangle cuz I just ran into this issue. I can you not just literally 5 minutes ago from sending this message. Watch out for that guys
I am very curious as to how you flushed out the bits of filament within the nozzle. what I’m realizing is that occasionally when I do get clogs there will still be rimnants of filament still within the nozzle and while I could extrude it all the time, I don’t want to continuously run more filament through it but I also know and that running the extrusion without filament can be bad
Well that was disappointing…let the filament sit in the drier (dual spool space Pi by Creality) for about 5 hours and tried to run a simple test print before bed of the simple “Benchy” off the USB drive. Im really getting frustrated and want to completely isolate all the potential variables, so a couple of questions
1.) I threaded the filament through the tube and into the extruder before running the dry cycle, so does that mean that the 24 or so inches of filament sitting in the tube and not in the drier may still pose a problem?
2.) if yes, how should I go about initial setup (specific details would be great) . . .if I thread it after the dry cycle, would the moisture of my skin and fingers pose a risk? should I wear rubber gloves? (just looking for a solution!)
3.) If I am no longer even able to print the damn boat, how do I go back to square one on all my settings, through the slicer software or on the printer itself?
- I dont believe I ever modified settings but may have in playing around initially
- What are the exact specs I should be running to ensure optimal performance?
4.) lastly, aside from you lot…who are incredibly helpful and for whom I am grateful, what is the best way to contact Creality in order to get someone on the phone to walk e through any added issues if it comes to that?
I turned the nozzle temperature up to 250C and used the nozzle cleaning tool to clean the extra clog. I’ve only had to do that once, I apparently screwed up changing filaments when I first got the printer.
As far as the filaments getting tangled, I leave the filament threaded through the retention holes until I hang the spool. I secure the end of the filament and clip the filament, never letting go of the spooled end. Stuff that into the bowden tube and get it started, then remove the scrap of filament hanging in the retention holes. Finally, I finish threading the filament into the extruder head and get ready to print.