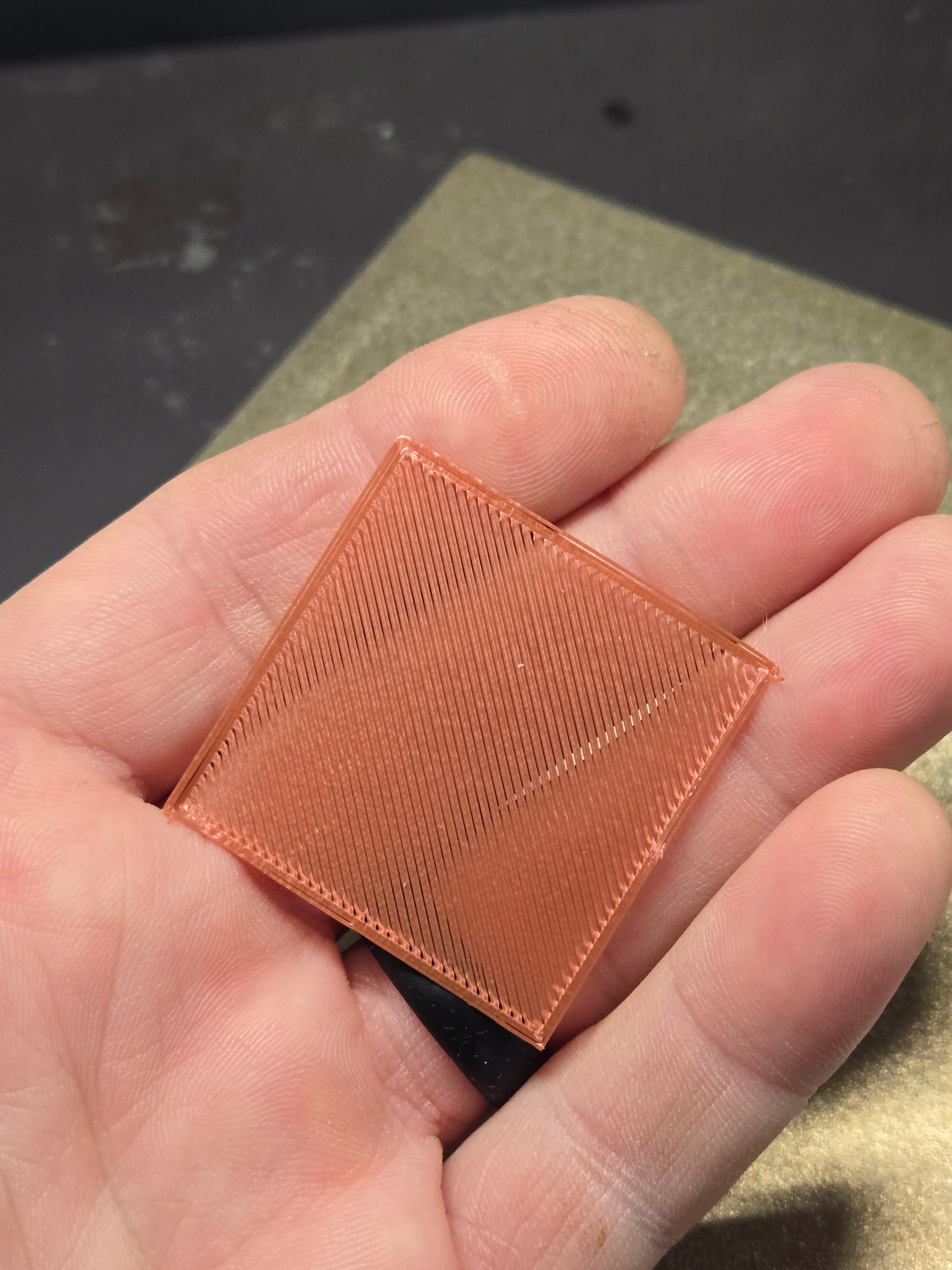
Ok, I did a 1.5x1.5x.010. In inches btw. I think .2mm amounts to about .008. Printed at 230C.
1st one is 100% flow rate. Should I be able to see my hand through it lol?
2nd was going to be 88% but it wasn’t dropping enough filament to make anything. This is the video I used to determine FR. https://youtu.be/a1m8yYmcinc?si=Cy44Z6AMJPTR0rrm
Btw, is there any setting that can help prevent oozing? I always get oozing and clumping at the beginning when the extruder is warming up.
So, I think the reason things have gotten worse is one of two if not both things I changed. I lowered the overall temp and I lowered the flow rate. I can see the flow rate issue being exacerbated by having the z-offset wrong too. Based on what you guys are telling me, and I’m inclined to agree, the temp is probably ok. It’s gotta be flowrate and z-offset right?
First pic the z-offset and flowrate look as good as what I would look for. Translucent first layer, depends on your filament, I tend to only print black. I think you are on the right track. Oozing might be too high a temperature, 230 is high for PLA, 210 is where I am at. 1.5" that’s about 38mm, 100mm is nearer 4" try upping it to that and then perhaps 8" if you can manage a full bed single layer would be perfect.
2 Likes
Copy. I checked z offset and it was indeed very high off the bed. I reset it using a 8.5x11 haha. I’m not sure how it changed however. I could’ve sworn I set this already, but since having doe that, I’ve moved the printer and it’s been quite a while.
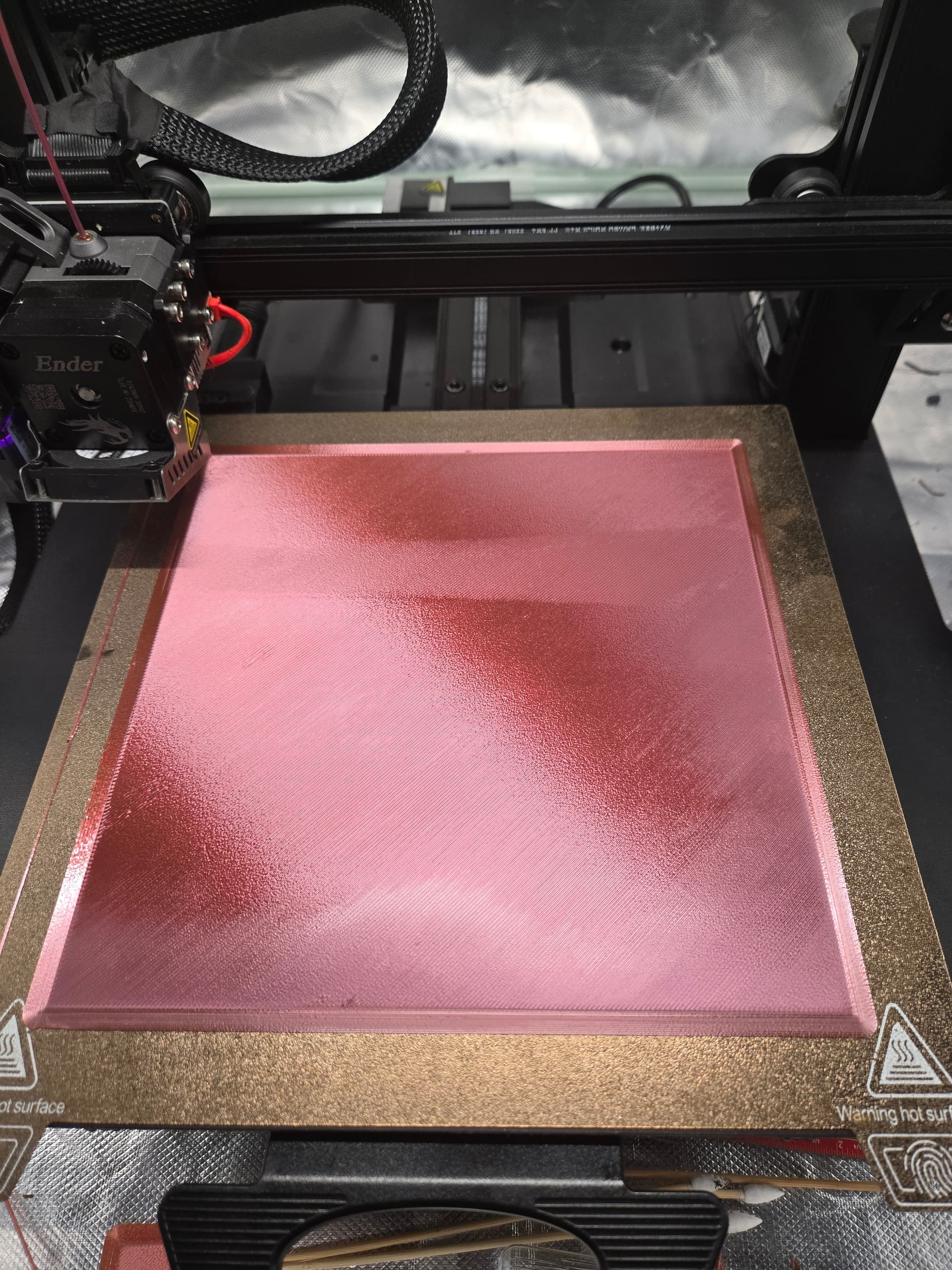
I set the FR to 95 and tried another cube (just what I already had on the card) and got this.
Looks much better. What do you think?
Looking good to me, try a full 8" cube and post that. I think you are pretty much there.
1 Like
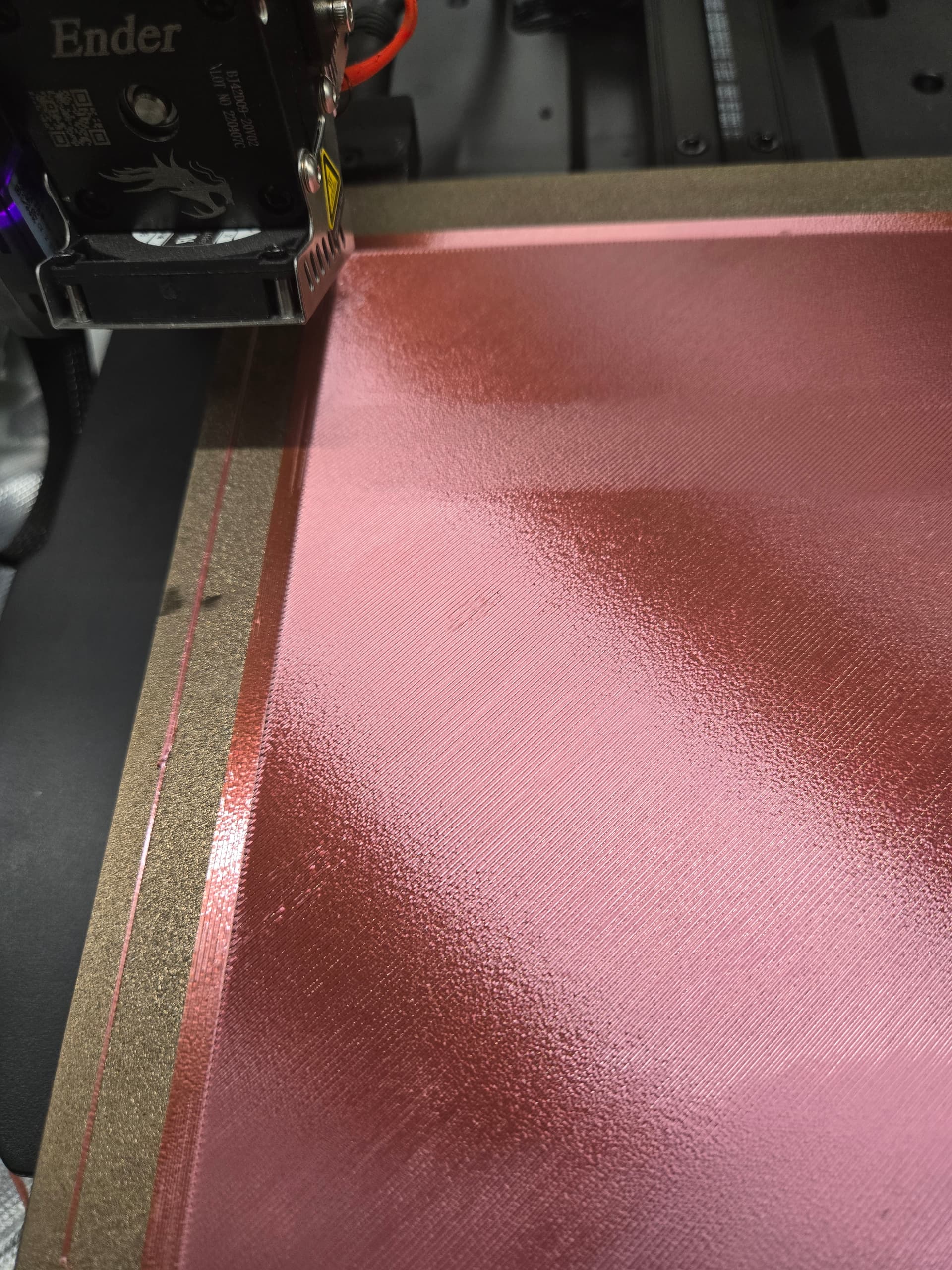
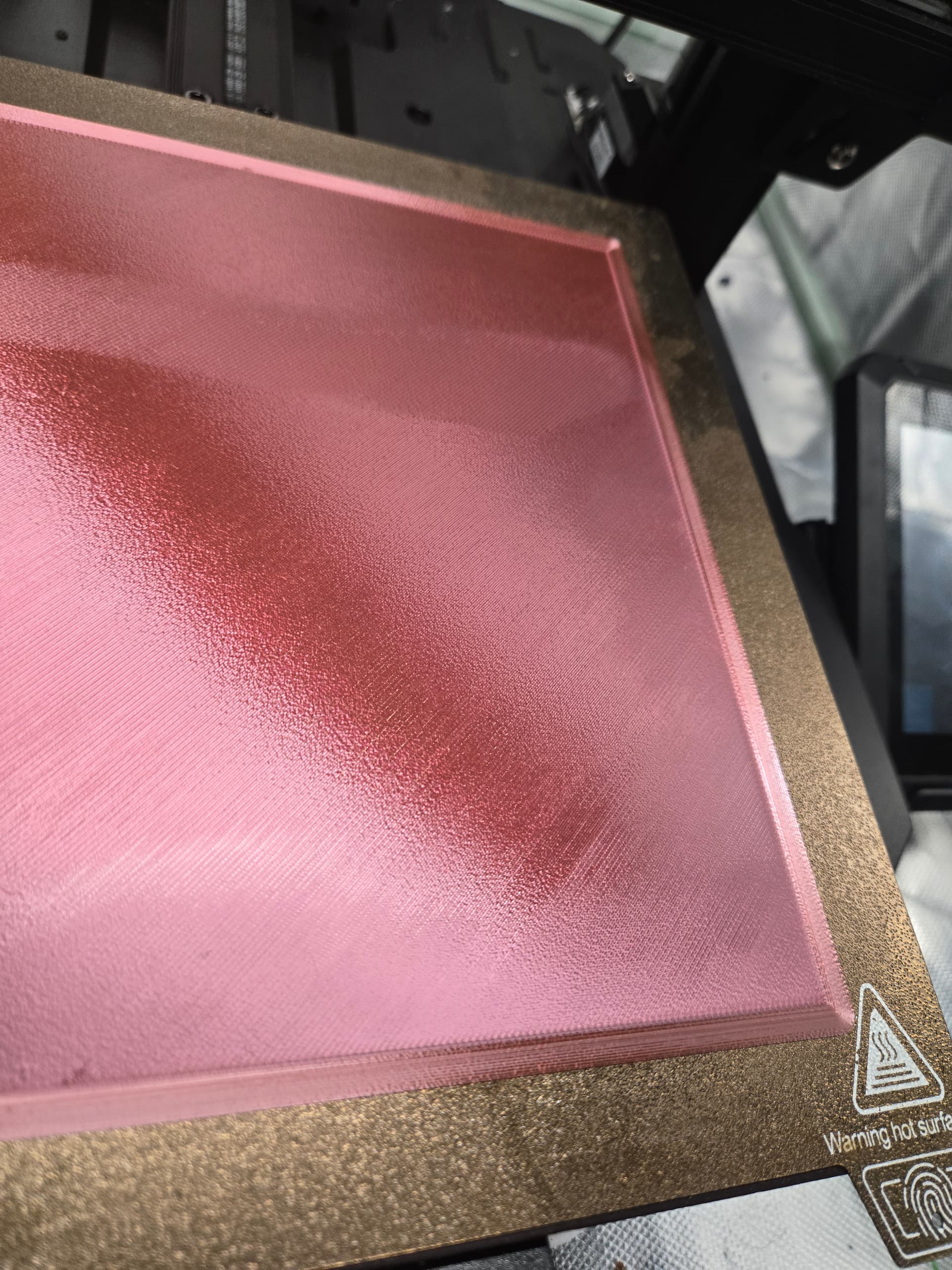
Ok, so there are some imperfections, but I’m not sure what they’re tied to. Parts are bubbled a bit and there’s the shiny thing.
1 Like
Hello  Asterios_Anagnostou,
Asterios_Anagnostou,
If that is a first layer, I would be happy with it.
Cheers.
1 Like
Looks great can I put a chefs kiss there. No idea about that band, think it is part of the physical structure of the printer perhaps. If you fail on a print from there it must be another problem. I would be happy to carry on printing…radical might get that.
Looks great is a little understated, I would put that as f*ck yeah.
2 Likes
If a picture is worth 1,000 words… then this .gif must be worth at least 50k! Beautiful first layer!!!
This community is awesome! Nothing better than geeking out over 3D printing and troubleshooting together. Looking forward to seeing what @Asterios_Anagnostou prints next! And yeah, @bonfireman is now officially on speed dial for print emergencies. 
1 Like
Hell yeah guys! I love this community too!
You guys have been a great help! Dude that’s from Lost right? That’s a perfect gif for that 
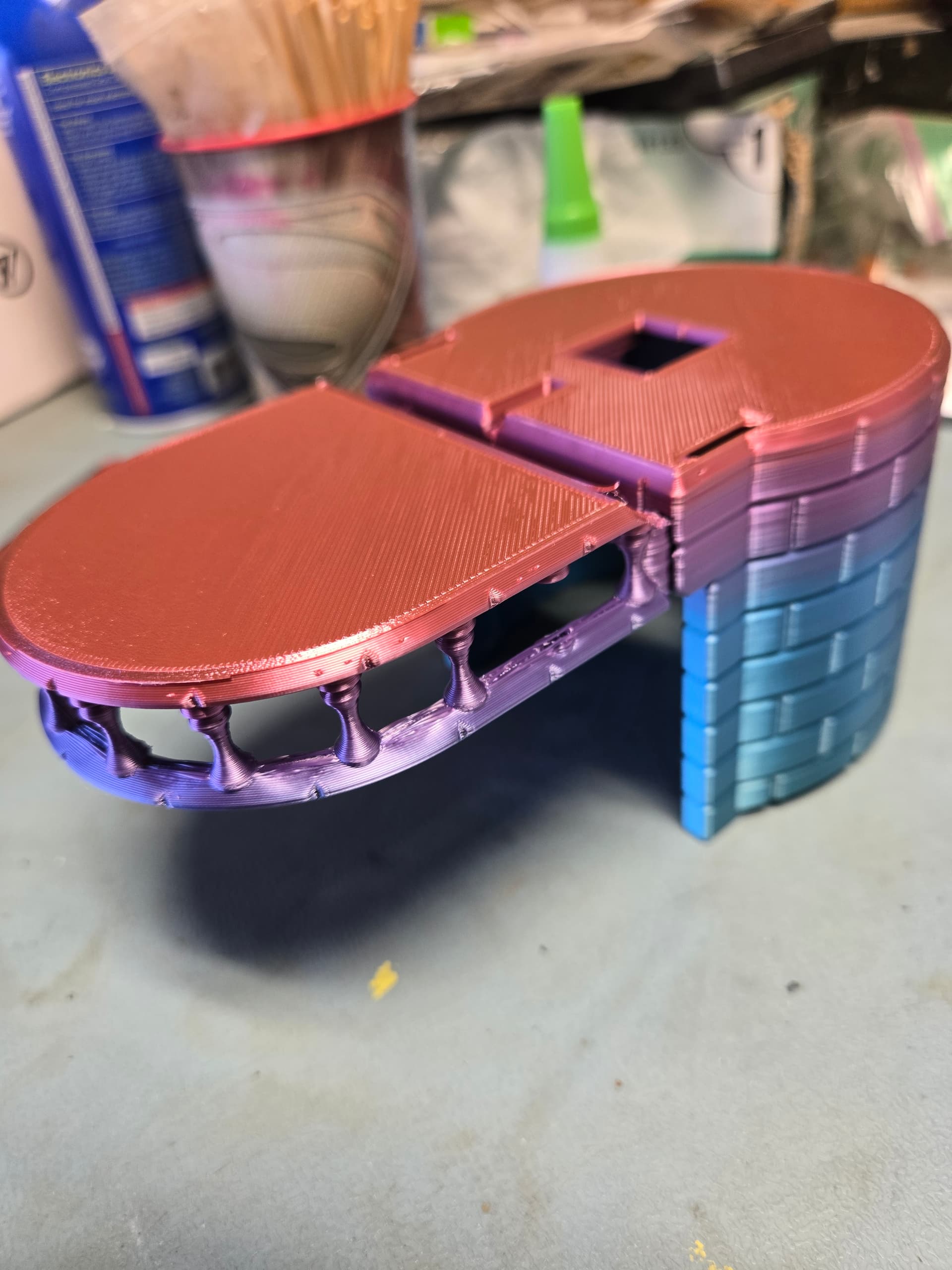
I tried the print I’ve been trying to get done this whole time and unfortunately it has the same problems. Part of it broke immediately too, even as I gingerly removed it from the bed. My gosh it’s structurally VERY weak. Urrgh.
So people commenting on the page for this print have been printing it without supports just fine. The forward part is supposed to be a hinge btw. It sorta fused together though. Not sure I’ll be able to break it lose without actually breaking forever lol.
1 Like
How many walls are you printing? The default setting is 2 which I almost never use, I tend to print with 5 walls as I need sturdy prints.
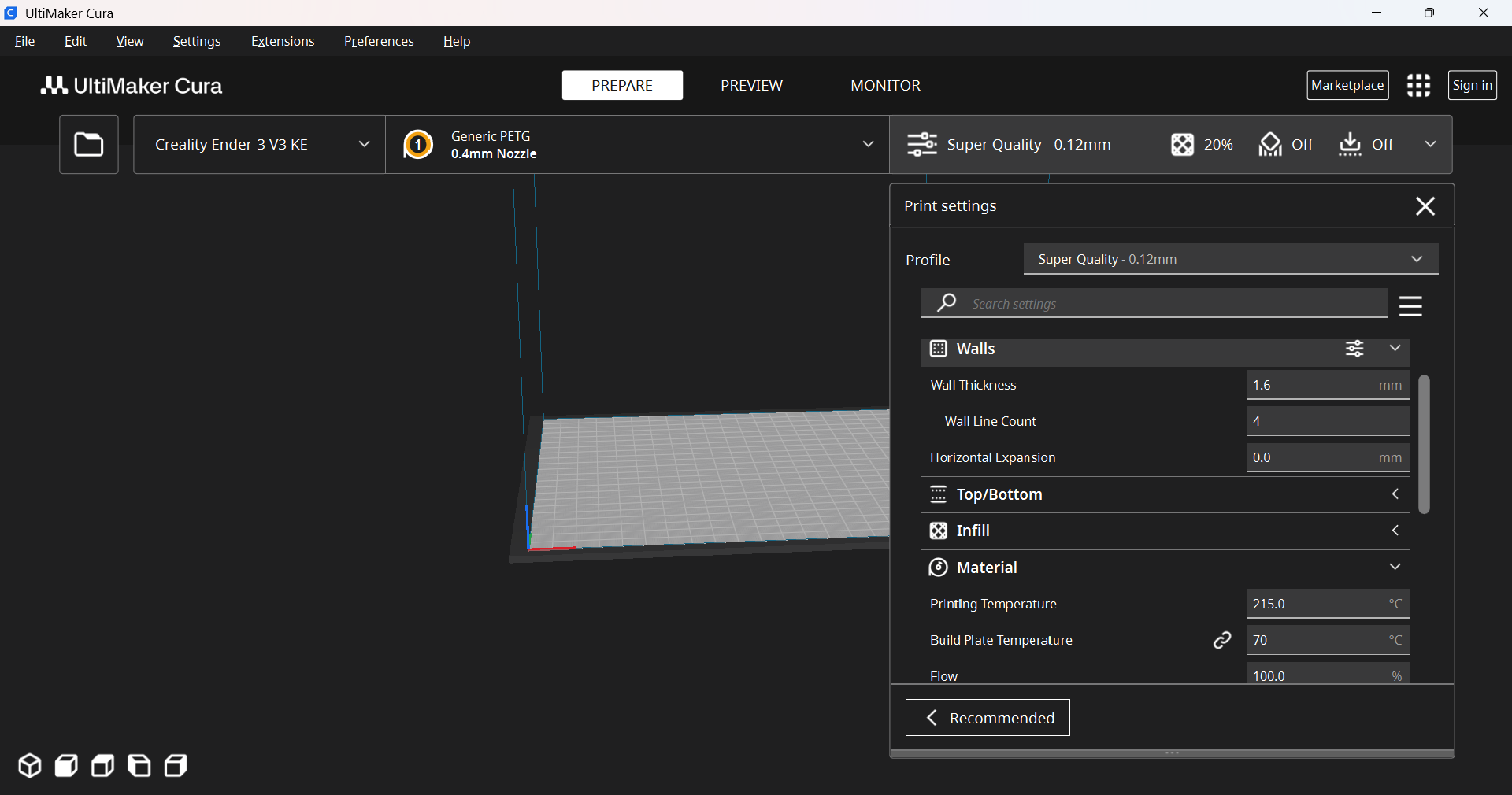
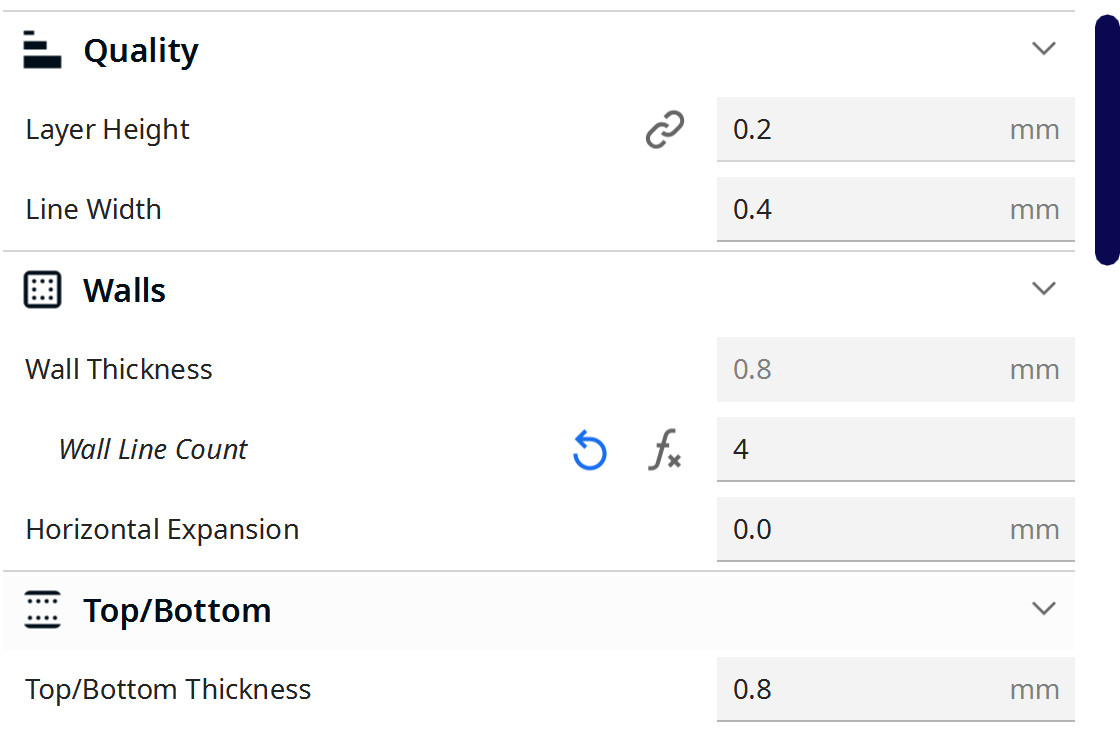
I haven’t changed the walls. Errrrr, is there an easy way to post to you guys what settings I’m using from Cura? Darn thing about it is, I’m not QUITE certain which settings would be pertinent to show. I can go through some of the basic stuff and post it here if that will help.
I’ll be back with some stuff.
Again, I really REALLY appreciate you guys taking to time to help!
Its wall thickness or wall line count, both do the same thing. Been ages since I fired up Cura, so used to Orca now.
1 Like
Copy, do you think the wall thickness would be causing it to start blehing (new word) after the first several layers? I’m confused as to why it starts messing up half way up that slope and why the over hangs looks crappy.
I reduced the bed temp to 55 like you guys suggested in case there was heat radiating on the part too.
It’s so weird. The PETG I was using didnt seem to have these issues. I printed nearly PERFECT parts with PETG at 270C ( I know now this is probably too high).
And OMGSH, I can’t remember what settings I printed this darned thing at. When I loaded Cura, It still had the settings from when I printed that calibration cube. I MAY have screwed the pooch with that, but I’m not sure. Let me try it again and get back to you guys with results.
Setting for this next attempt:
The people that print without supports must have their printer DIALED, geez lousie.
Side note: I may not go this route on filament brand again. I have less problems when I buy the Creality brand and now that I’ve tasted PETG, woohoo, I may never try another lol!
Alright, got about 1/4 of the way through, but it’s still having the issue.
It seems a little less bad. Some way up and before it was finished with the overhang, I thought I’d try opening the enclosure to see if reducing the ambient heat would help, but I don’t think it did.
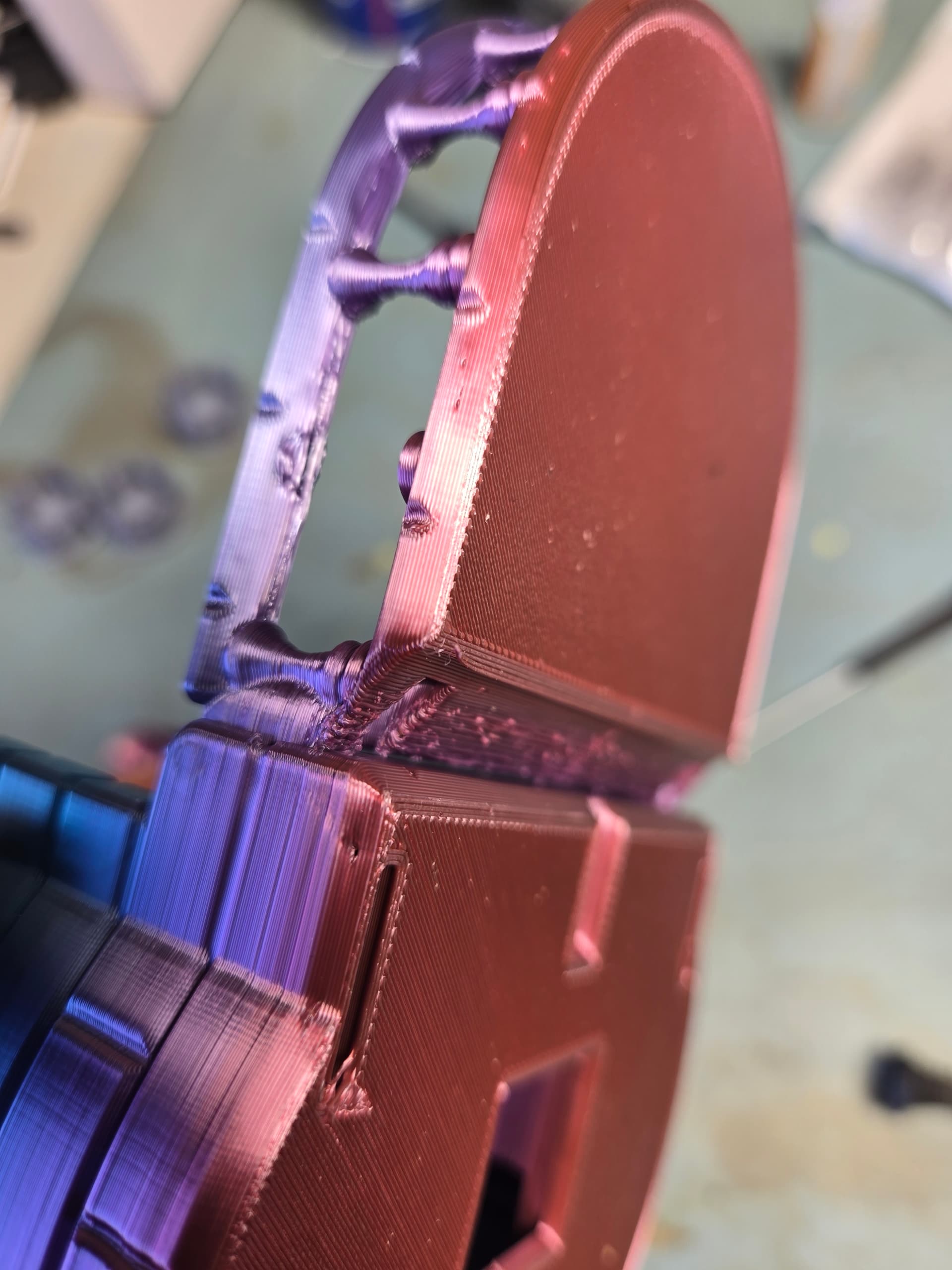
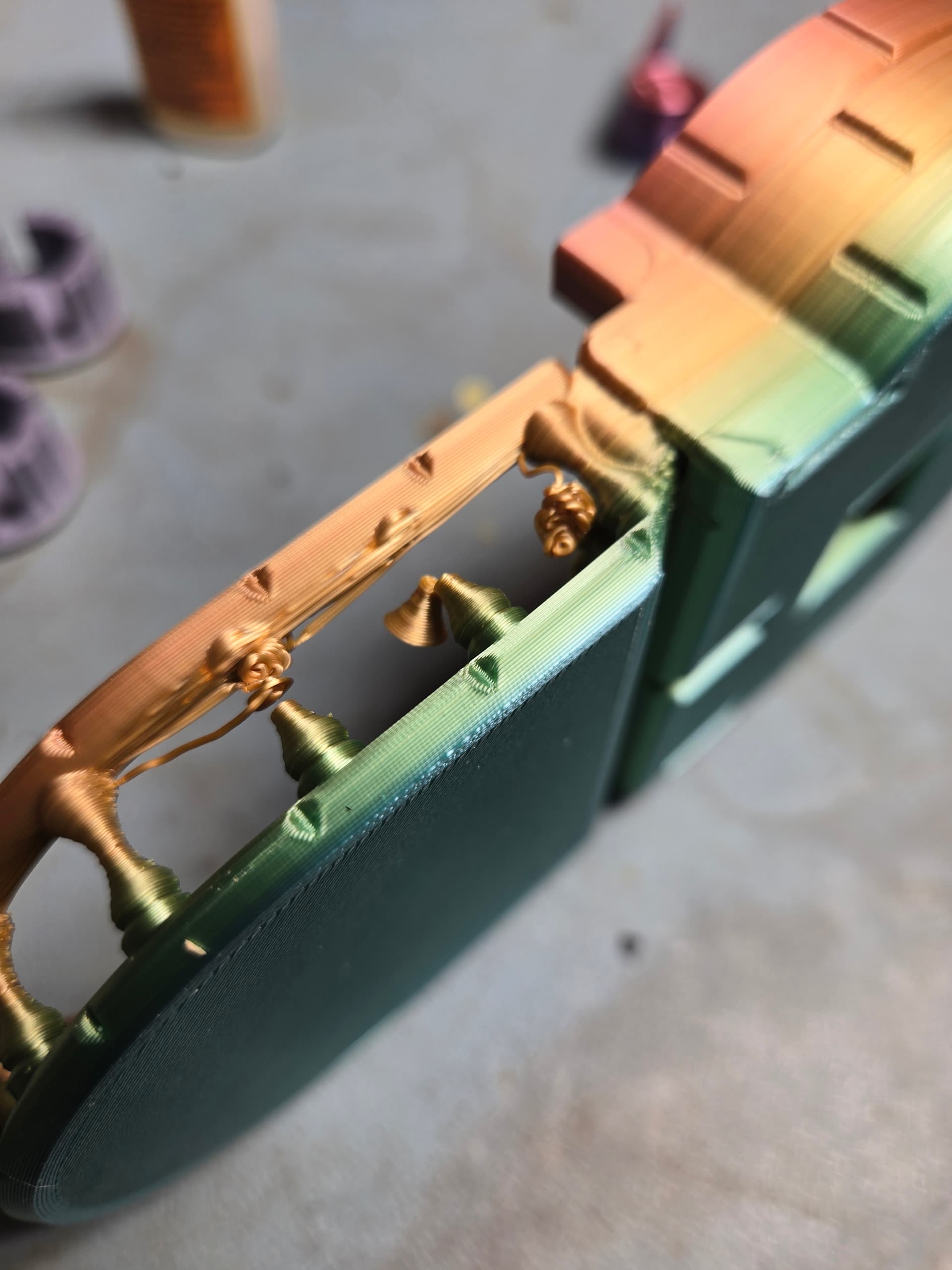
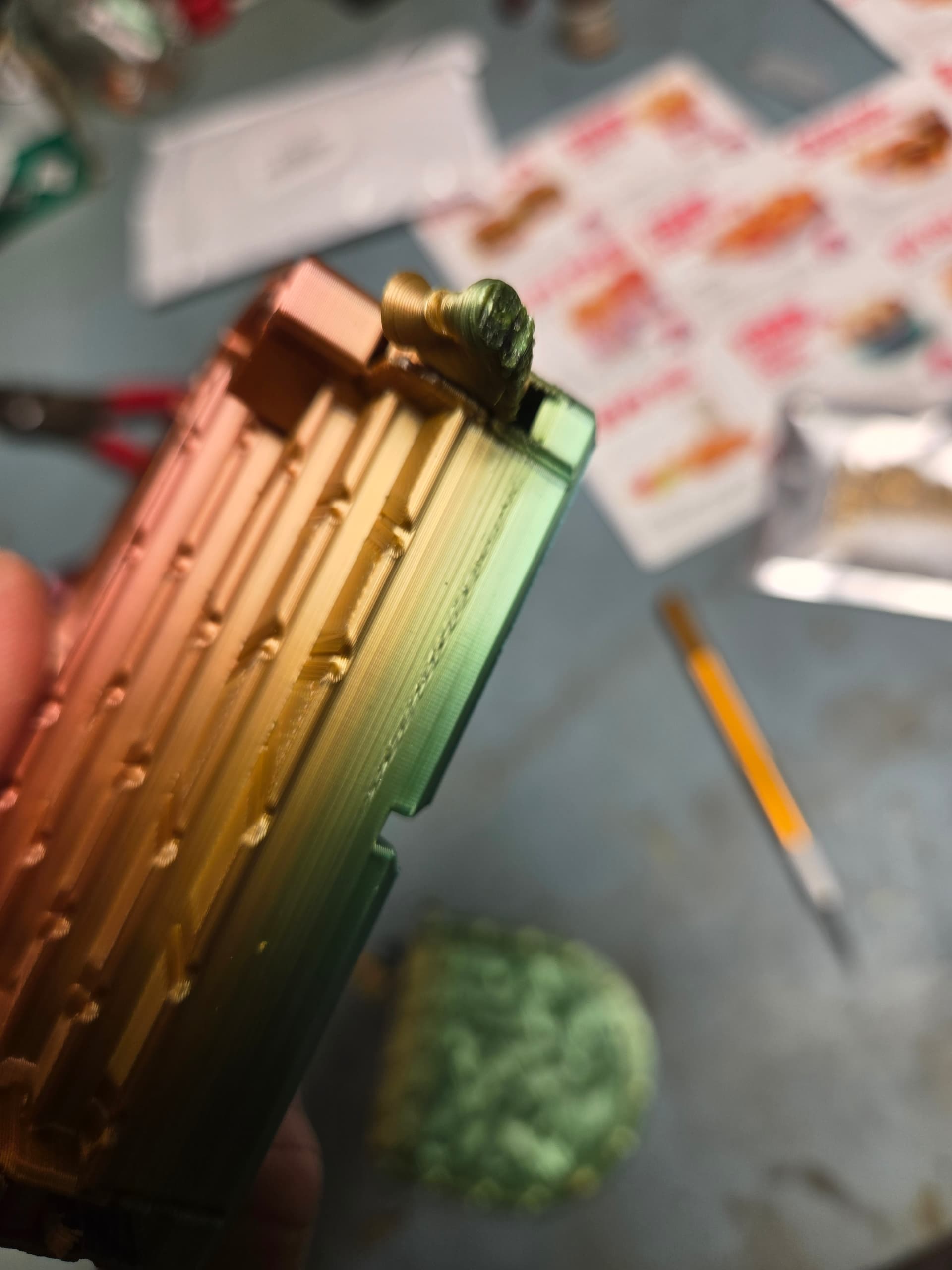
The railing on this print was worse in some ways, some breaking off just from the back and forth movement of the bed as the print was progressing. You can see in the third pic that the layers weren’t perfectly aligned or stacking either.
There are a lot of little imperfections around the whole thing.
The hinges are all screwed up too. The incline prints like this all the way up the slope and it sorta adheres (I’m guessing) to the wall around it as it cools.
Hey guys,
Made another few attempts at prints and had some bad luck with overhangs.
I printed a fan made fan duct setup and tried that. The fan duct printed ok, but the supports were terrible lol.
Anyway, I made a print with PETG at 30% infill, 50% fan after layer 4, and 270c/95c and it printed perfectly! Not even any stringing.
IDK why this PETG prints so nicely with that temp. Before the upgraded fan duct, it would get stringing and if I lowered the temp, it would skip.
I’m going to mess with this setup and the PLA I was trying to print with later and give y’all an update. Gonna try and print some other stuff in PETG too and see how it turns out.
This cooling setup seems to have really helped especially where there are overhangs.