Switch out 0.8 nozzle, for 0.4 HS nozzle (only a week old) not new, but only PETG through it to date.
Ender PLA
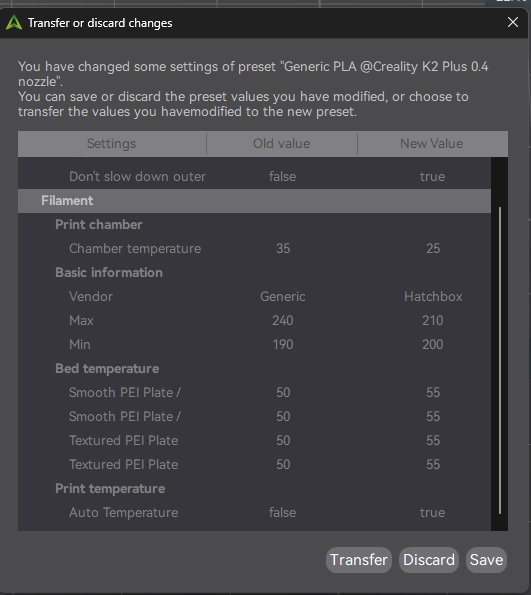
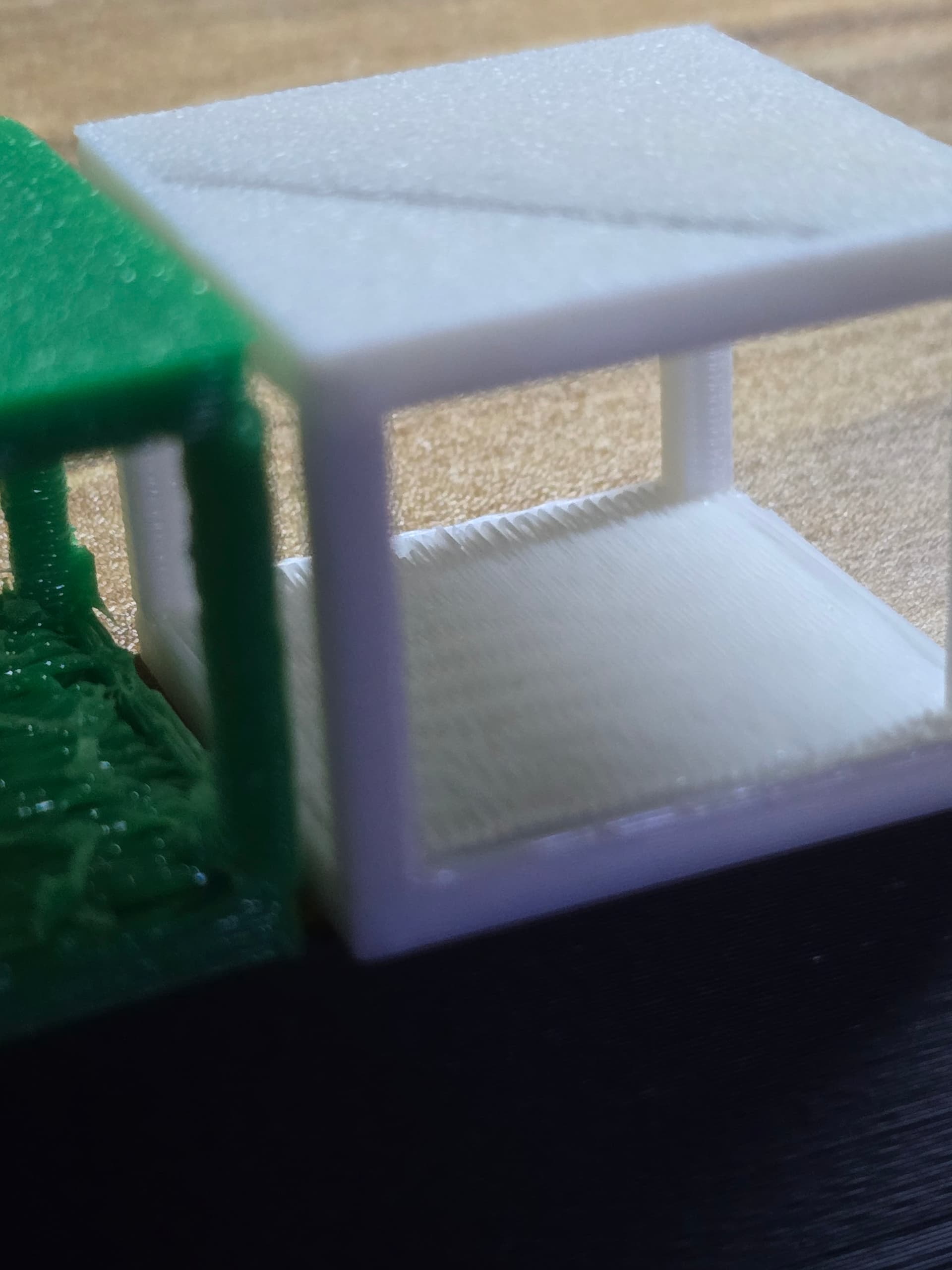
your project, my printer, only change I made to settings, is I disabled "remove small overhangs - 5mm) as I’d never have that if trying for underneath “good” surfaces, no other changes. to print settings, just what my PLA white setting/0.4 nozzle setup is:
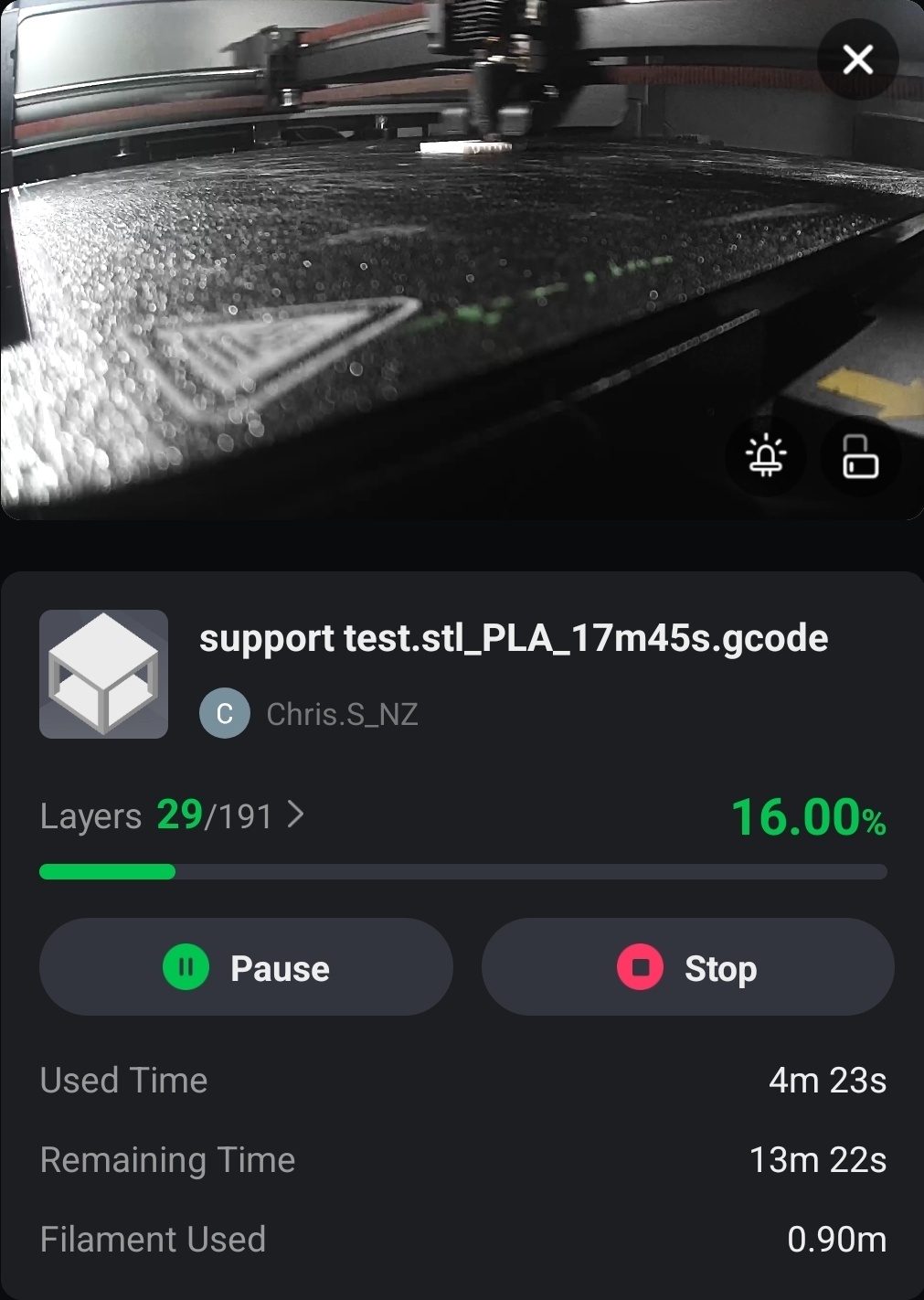
And she’s off 
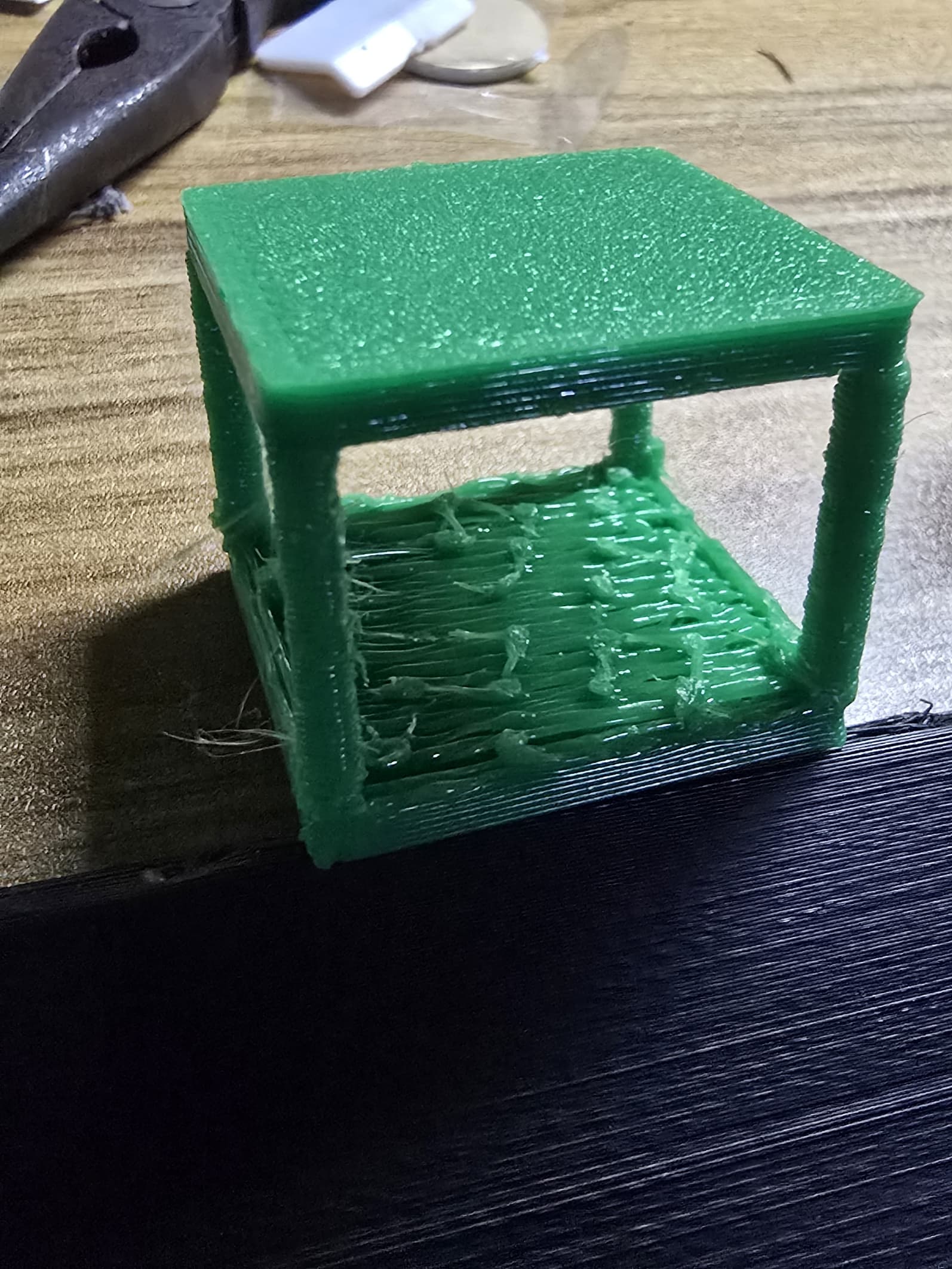
Edit, a coffee later..and remember this is cheap ender PLA..
due to 3 replies limit, i’ll edit this post:
what I’d change to improve print…
Support:
Support type - Tree (auto) (I hardly ever use default, uses too much filament)
style - tree hybrid
top z distance 0.18
top interface layers 3
interface pattern - rectilinear interlaced
Stength:
Top/Bottom solid infill wall overlap - 15%
apply gapfill - top and bottom surfaces
infill/walll overlap - 15%
quality
first layer height - .24
precise wall - enabled
precise z-height - enabled
small area flow compensation (beta)
thick bridges - enabled
thick internal bridges - enabled
I’ll give this a go and see if better…
printing via side spool, calibration enabled, as I’m not sure how old this ender pla is, and now its used the first layer off the spool, let the machine find what PA & flow ratio’s to use..
will take a bit longer with all the changes & calibration..
will edit in about 30 minutes with results
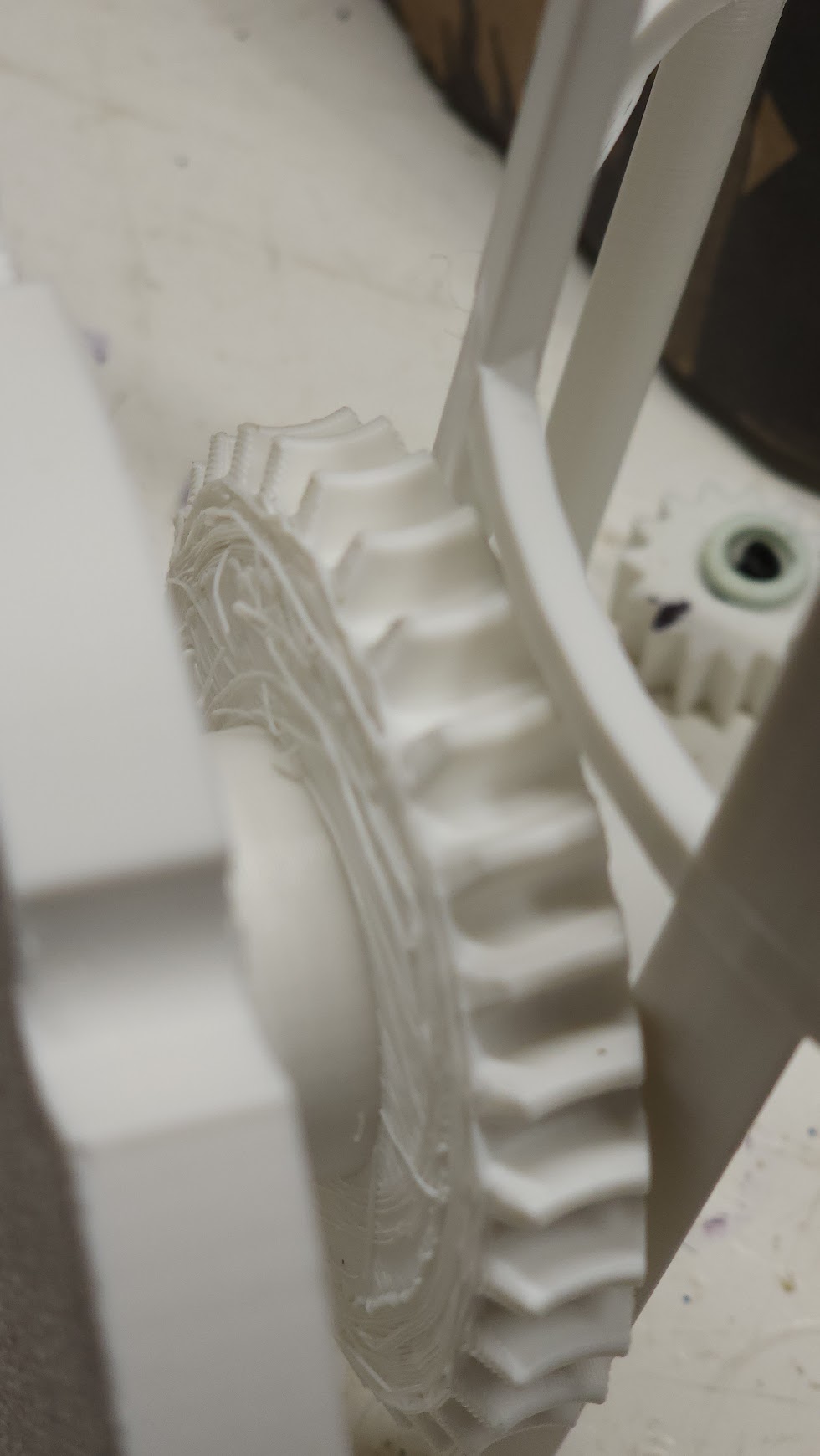
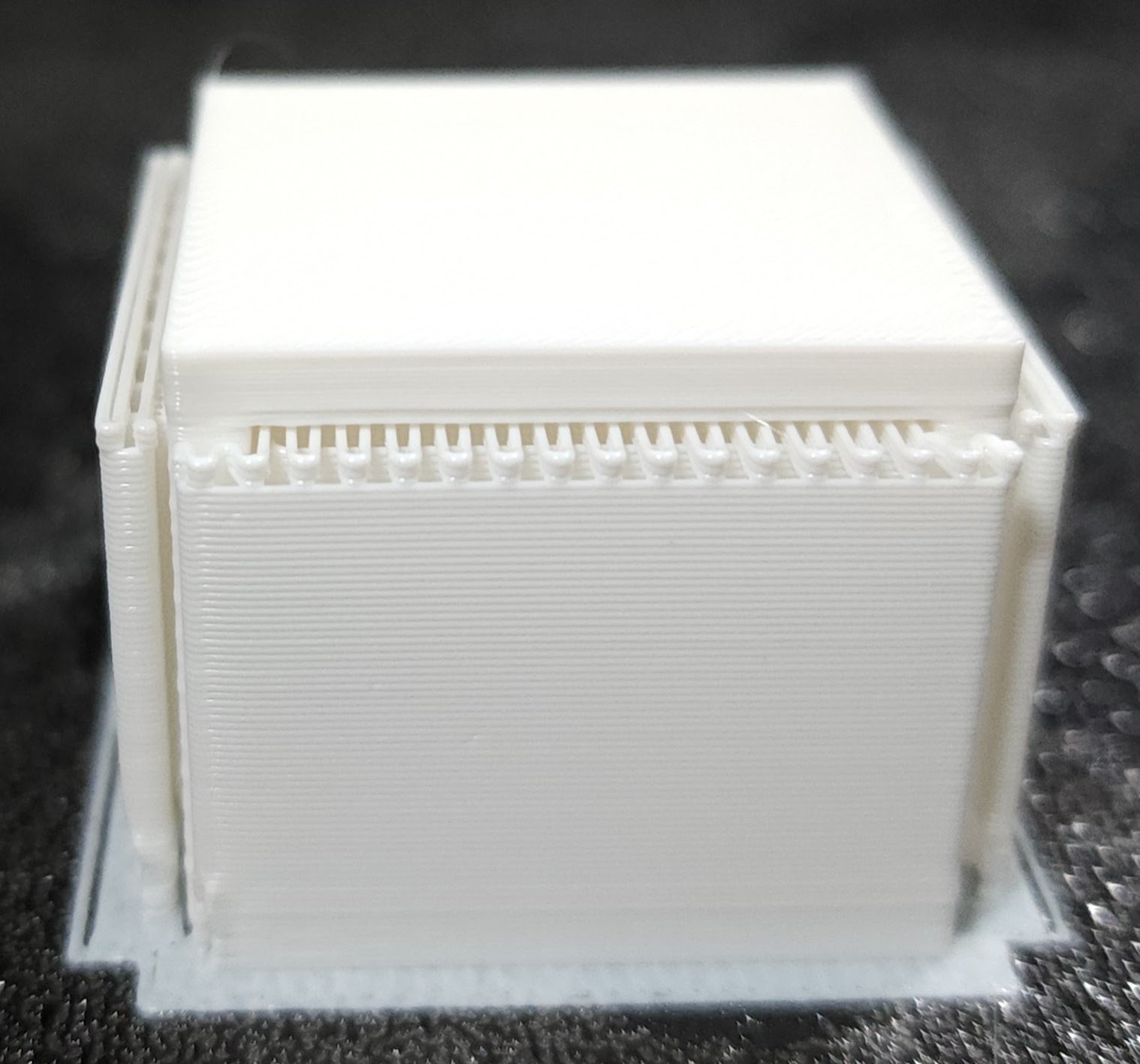
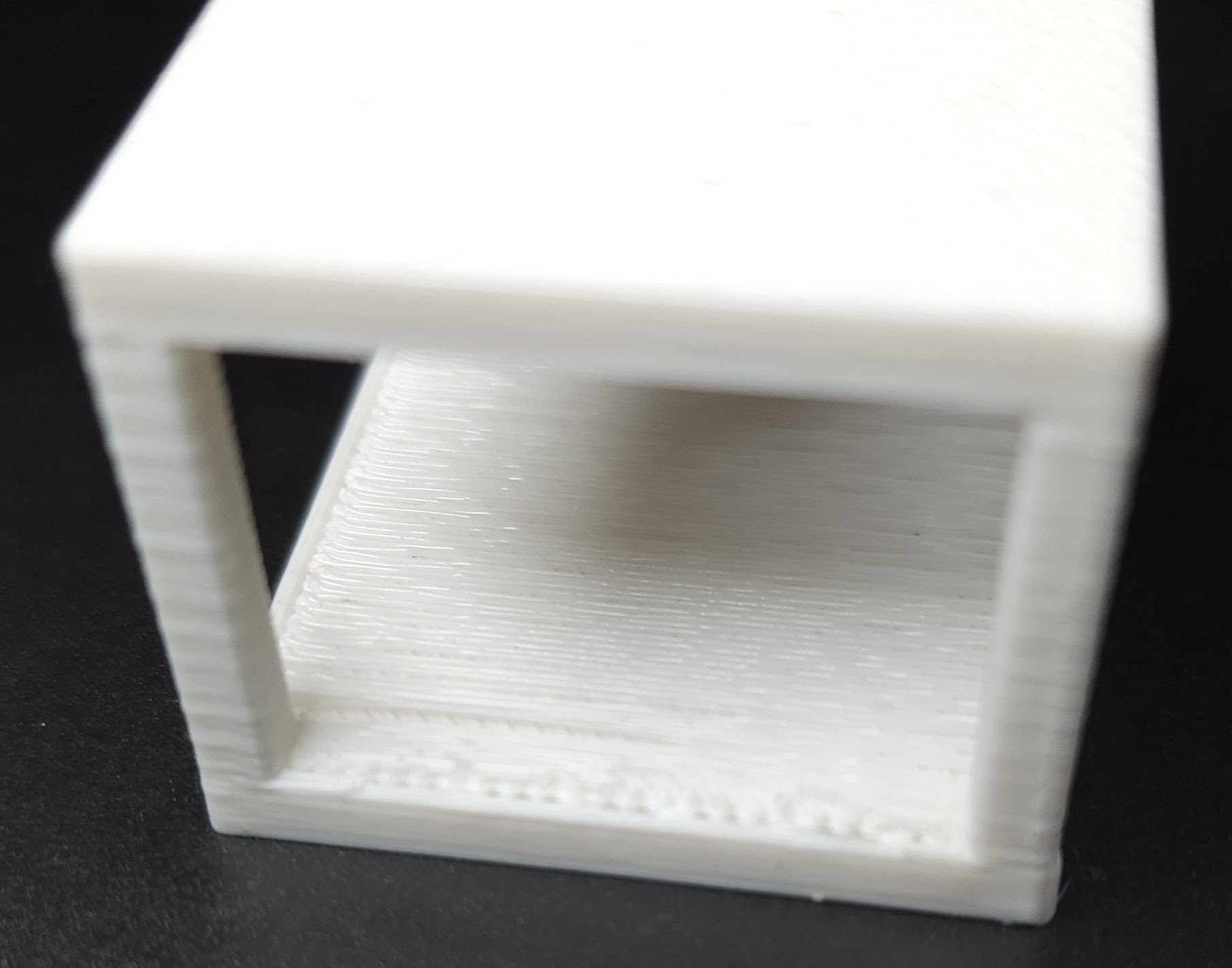
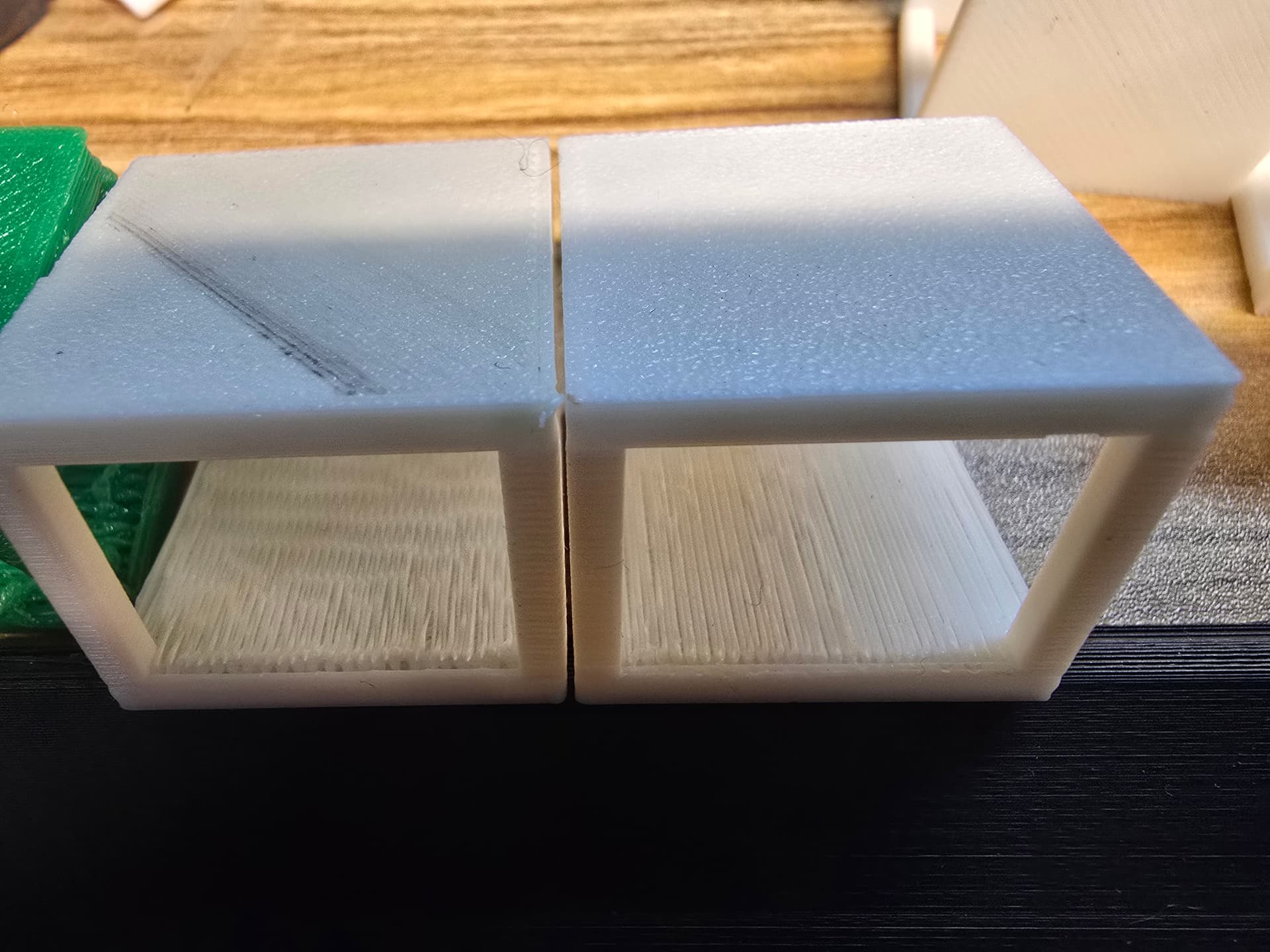
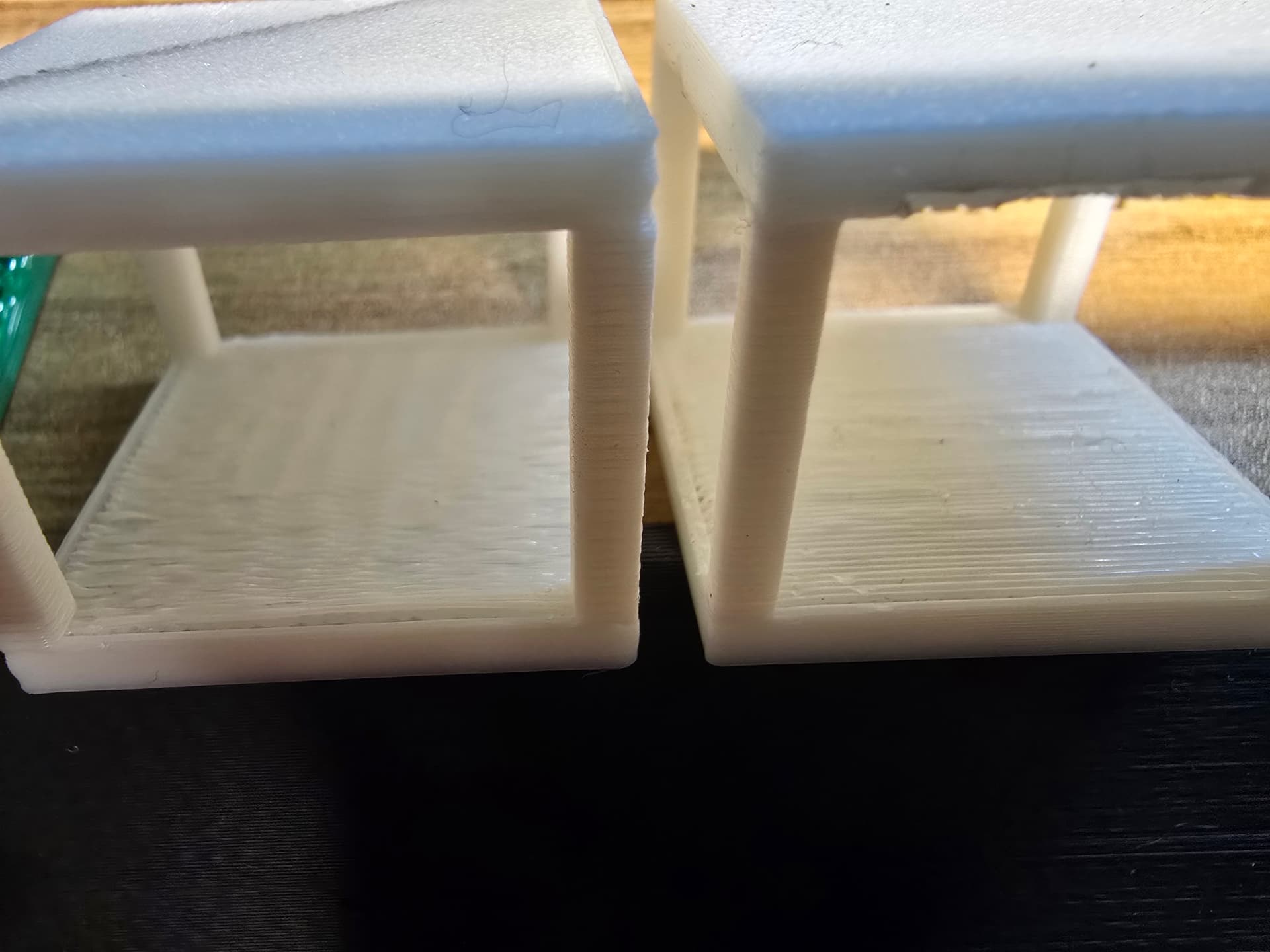
results, I’d not both with 3 interface layers again on such a small object, too hard - fiddly to remove, just defaults for that..
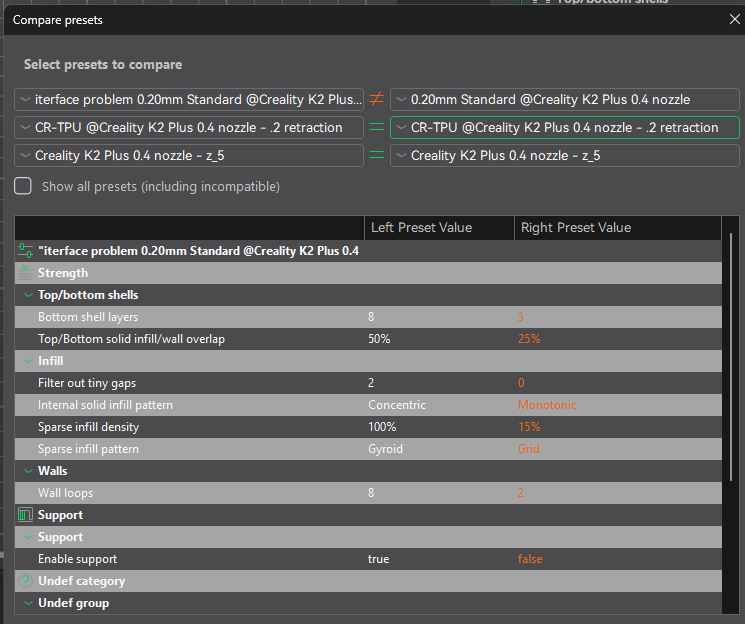
left was project settings, right changed settings.
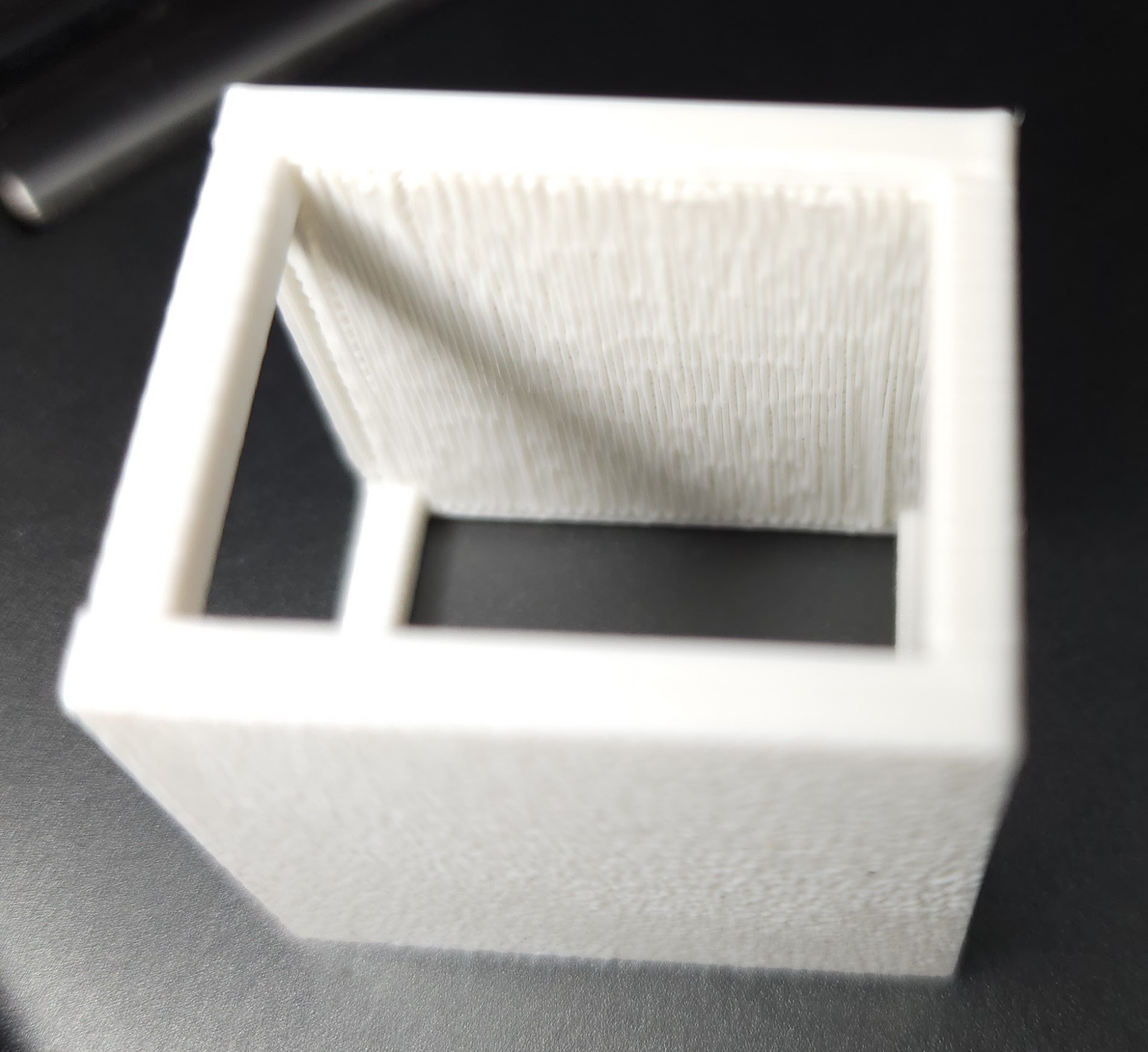
probably change layer heights to improve quality would be next step.. use either variable layer height or reduce the tpo z distance &/or spacing until it was tight or too difficult to remove, there is also the default support type snug to try…