I have make new test:
this is my start gcode:
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M140 S[bed_temperature_initial_layer_single] ;Set final bed temp
G28 ;Home
BED_MESH_CALIBRATE
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
M104 S[nozzle_temperature_initial_layer] ;Set final nozzle temp
G1 X-2.0 Y20 Z0.28 F5000.0 ;Move to start position
M190 S[bed_temperature_initial_layer_single] ;Wait for bed temp to stabilize
M109 S[nozzle_temperature_initial_layer] ;Wait for nozzle temp to stabilize
G1 X-2.0 Y145.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X-1.7 Y145.0 Z0.28 F5000.0 ;Move to side a little
G1 X-1.7 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 E-0.2000 F1800 ;Retract a bit
G1 Z2.0 F3000 ;Move Z Axis up
G1 E0.0000 F1800
This is my end gcode:
G91 ;Relative positionning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z5 ;Raise Z more
G90 ;Absolute positionning
G1 X2 Y200 F3000 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
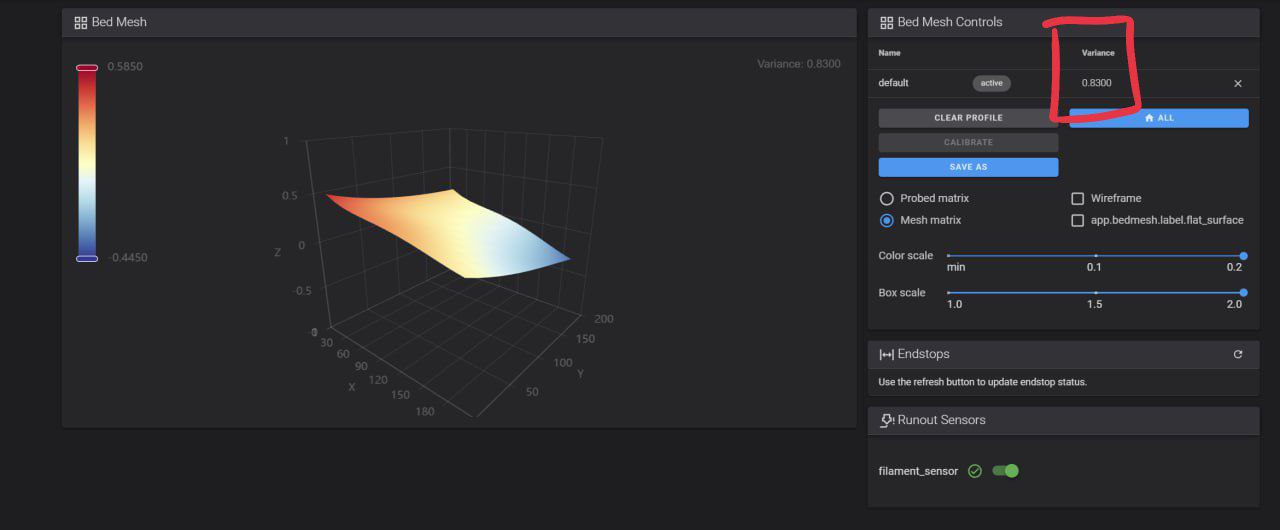
as you can see, I inserted the BED_MESH_CALIBRATE command into my gcode so that the calibration test is run on every print. let’s start with the first:
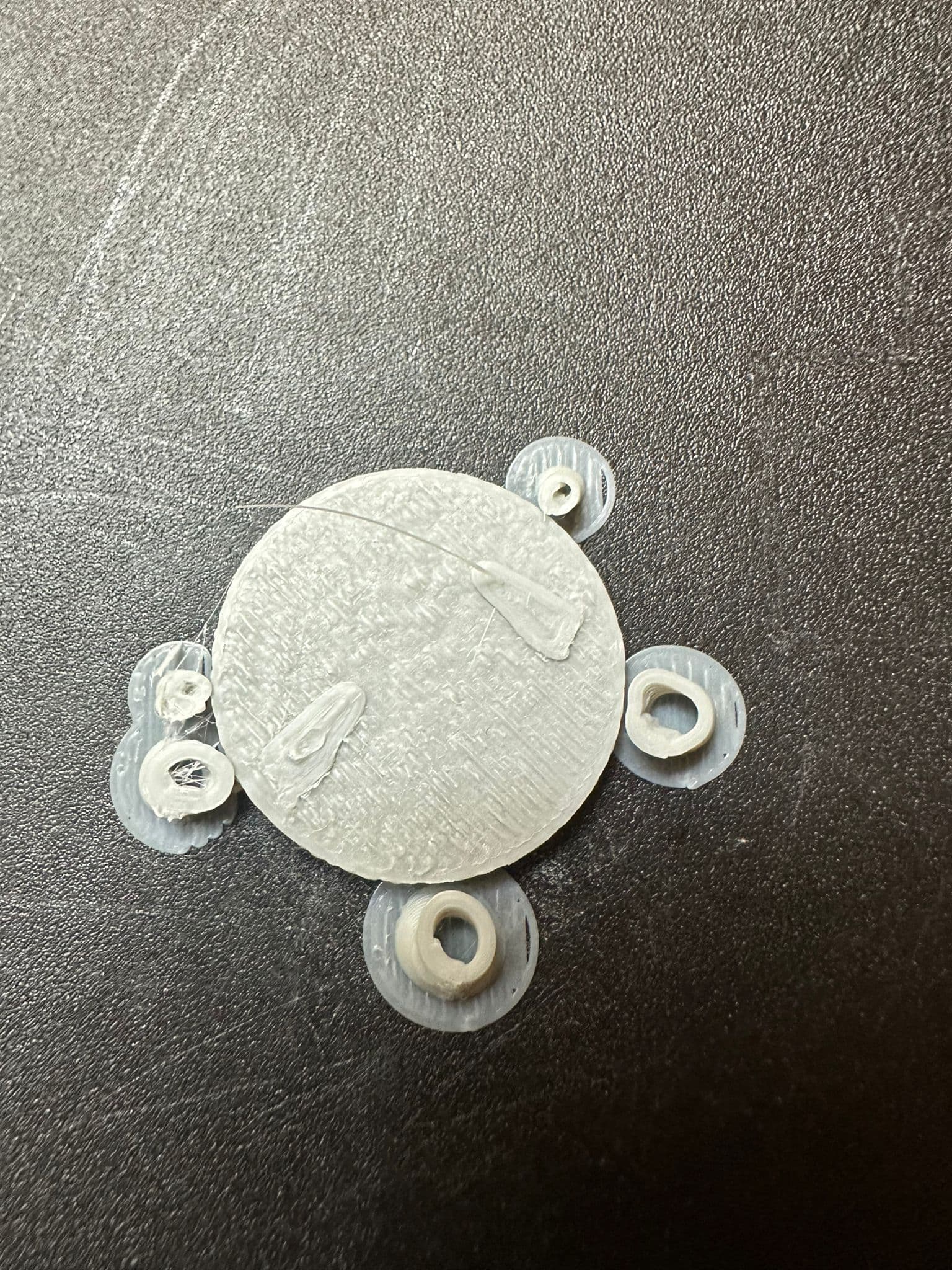
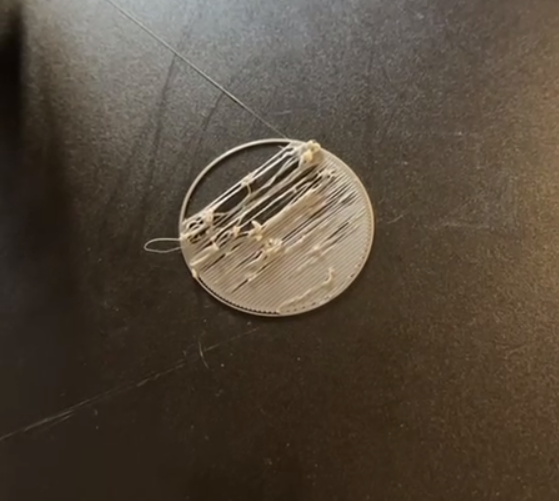
the previous zoffset stopped working after calibrating the bed, so I decided to adjust it to +0.15 during printing in order to improve the print level as in the photo in the final part. I subsequently started a new print after interrupting this one of the photo. the machine checked the mesh again and this is the result with the same zoffset that I had corrected by hand:
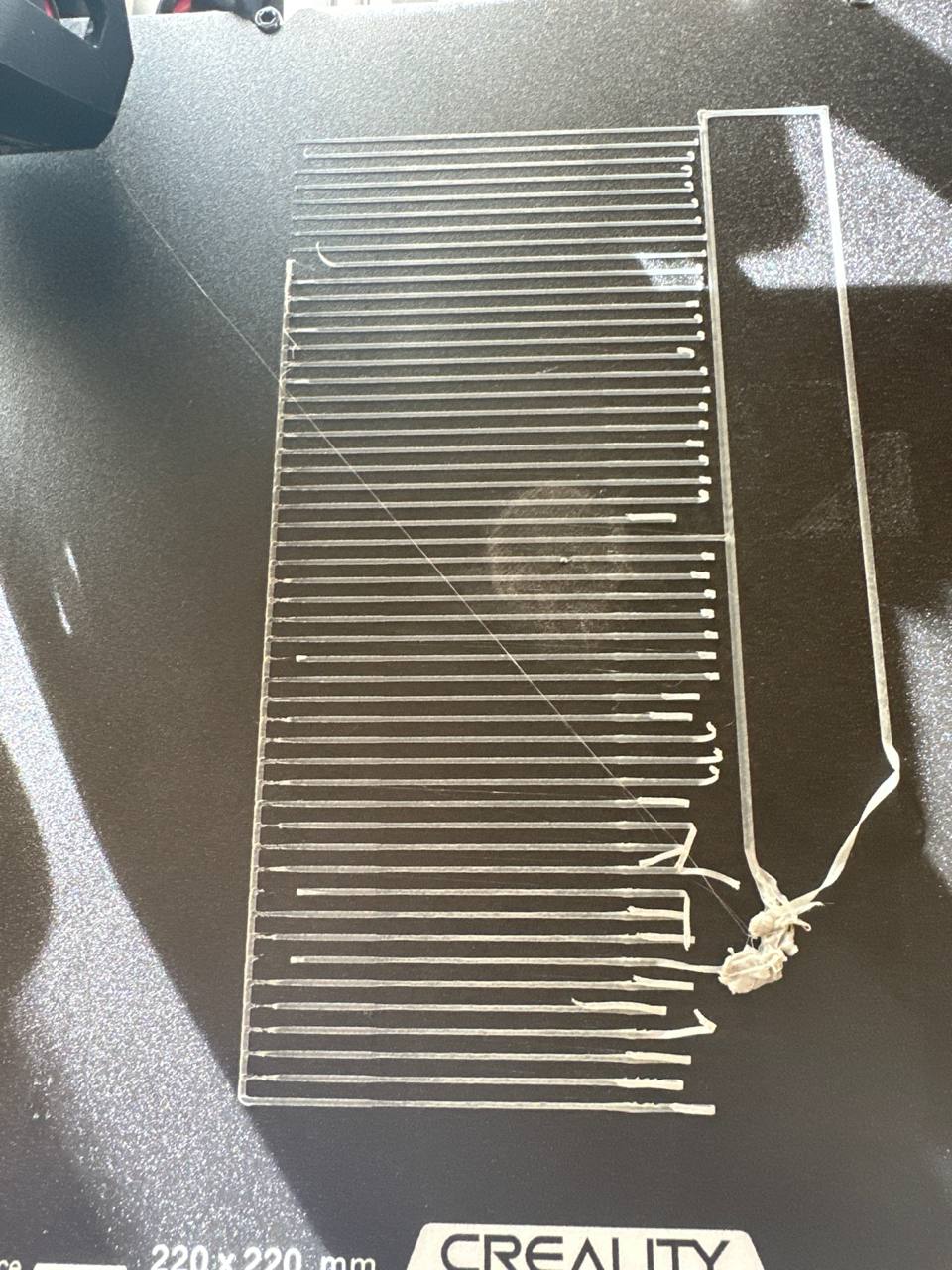
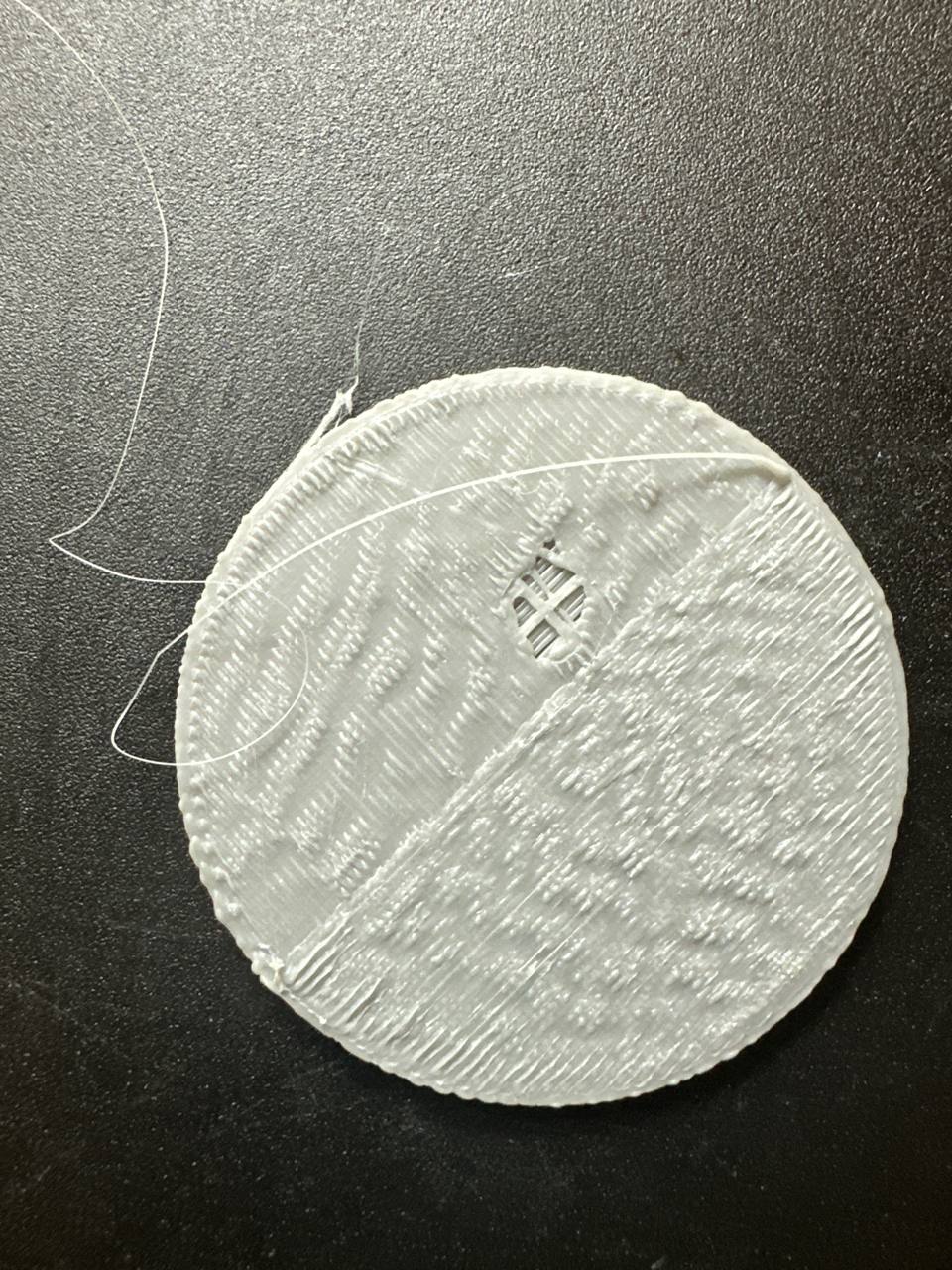
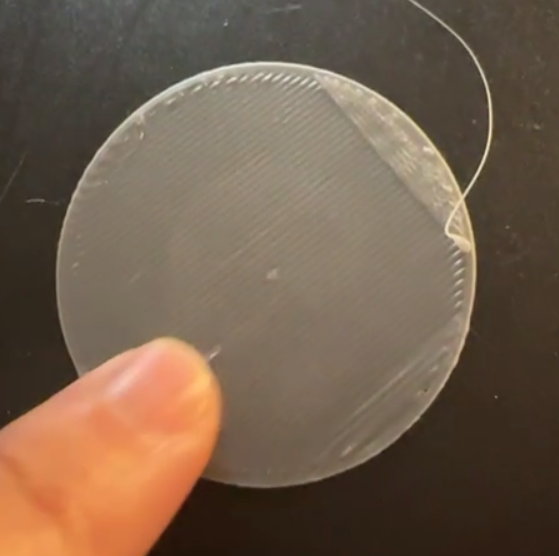
I don’t think comments or explanations are needed for this photo. the correct zoffset should have printed the first layer correctly. I turn off the printer and the sonic pad. I launch a new print with a new mesh calibration. the zoffset is always the same. here is the result:
this time the first layer is almost perfect, but in the top right you can see how the second layer starts to be printed with an excess of extrusion, as if the offset is lower than the first layer.
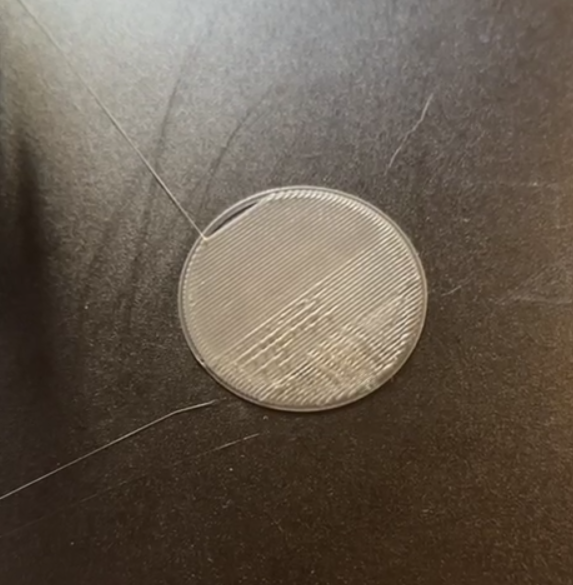
when this problem occurs, the end result is the same as the photo posted previously days ago
edit: i have video with 0.12mm print. square 150x150x0.2mm. bad secondo layer and perfect first layer: https://youtube.com/shorts/_N415RszHxM?si=vxPQjtd8N3ETMorX